

超声加工方法是将超声振动技术与其他传统加工方法相结合的一种复合加工方法[1-2],由于其利用高频率的声波来增强材料去除过程,使得加工更加精细和高效,被广泛地应用于难加工材料领域[3-4]。将超声振动叠加到微细刀具上,对微小结构件的加工是此方法的重要应用。
为提高超声振动系统的工作效率,振动系统需要在合适的驱动频率下工作才能使刀具获得最大振动能量[5-6],因此在加工前常需要识别刀具的工作频率。此外,在超声加工中,刀具超声振动的状态,尤其是刀具上参与加工部分的振动状态会直接影响其加工结果[7-8]。为优化超声加工工艺,需要对刀具端部振动的幅值进行定量描述。这两个步骤均需要对刀具的超声振动状态进行量化表征。
目前,对超声加工系统中刀具的超声振动状态进行表征的主流方法主要分为2类:一类是位移表征法,另一类是电学表征法。其中,测量刀具振动位移的最常用方法是光学测振法。光学测振法能以很高的精度测量刀具端面上某个小平面的位移,同时可以应用于多种结构刀具的测量,比如典型的圆柱磨棒、立铣刀、半径较大的电极等[9⇓⇓-12]。根据测量原理不同,光学测振法可以分为光学三角法[13]、干涉法[14]和多普勒测振法[15]。然而,若刀具的端面曲率变化大,比如麻花钻、球头铣刀等,在利用光学法进行位移测量时,存在对光操作困难的问题,且实际测量的位移方向难以准确的确定。此外,光学测振法对测量环境要求苛刻。在测量过程中,测量环境的温度、湿度以及刀具的几何形状和表面反射特性都可能会影响光线的传播从而影响测量结果的准确性[16]。电容传感器和电涡流传感器[17]也可以被用于刀具振动位移的测量。由于这两种传感器的测量结果反映刀具上各点振动位移的平均效果,其主要应用于测量结构简单的刀具的位移。受到现有位移测量方法的限制,位移表征法几乎无法应用于微细刀具,尤其是端面结构相对复杂的微细刀具,例如微细刀、微钻头等振动状态的表征。
测量超声振动单元两端的电学量是表征超声刀具振动状态的另一种常用方法。由于电学量的测量不受刀具几何形状的限制,当刀具结构相对复杂,其振动位移很难被测量时,可以通过测量超声振动单元在频域或时域的阻抗、电流等电学量[18-19] (通常称为阻抗分析法)来粗略估计刀具振动最大对应的频率。通过固定电压信号的频率并且改变信号的输入功率,来间接反映刀具振动的相对大小[20]。但一方面,超声振动单元的最小阻抗频率与刀具振动最大频率通常只有在超声振动单元为全谐振结构设计时近似一致[21]。由于局部共振现象的存在,当微细刀具振动达到最大时,超声换能器的振动可能很小从而使得超声振动单元整体的阻抗相对较大。另一方面,刀具振动的相对大小只有在一定范围内与输入电功率呈线性关系。因此,电学表征法也很难用于微细刀具超声振动的表征。
现有的刀具超声振动表征方法很难应用到微细刀具的超声振动表征。目前,在微细超声加工之前,通常忽略刀具结构对由超声换能器和超声振动单元振动状态的影响,并将超声换能器本身的工作频率作为刀具的工作频率[22]。但实际上,当超声振动单元中的刀具结构发生改变时,由于刀具参数与超声换能器共同决定着刀具的振动状态,刀具的振动状态也会发生变化[22]。特别是当部分结构刀具发生局部共振时,超声换能器的工作频率与刀具的工作频率存在显著的区别。
若将刀具看成一个声源,则刀具的声学辐射量与其振动状态密切相关。在超声探测领域[23⇓-25],通过对超声信号的测量分析是实现材料无损检测、结构缺陷、医学诊断等应用的常用方法。此外,在超声加工中,切削过程中的声信号特征也被广泛应用于切削状态的分析或刀具颤振的检测。但受到刀具结构多样性和复杂性的影响,刀具超声振动辐射的声场在空间分布不均匀,而且不同振动频率下,刀具超声振动辐射的声场分布不同。利用声压量表征刀具的振动状态,特别是识别刀具的工作频率,需要研究刀具超声振动状态与其辐射声场之间的关系。除了本团队之前发表的文献[26],公开文献中没有利用声学量对刀具的超声振动进行表征。然而,文献[26]中的声学表征方法主要是基于对较大尺寸刀具辐射声压的研究提出了声压测量策略。微细刀具与较大尺寸刀具在超声振动单元中的振动状态以及声压测量结果都会存在显著的差异。
由于声学表征法对刀具形状和测量环境的要求较低,而且能够相对可靠地反映刀具振动状态,因此本文将此表征方法进一步应用到微细刀具超声振动的表征上,研究微细刀具超声振动状态与被测声压信号的关系,识别微细刀具工作频率和超声振动相对幅值。根据声学表征法的基本原则搭建相应的声压测量实验系统,之后利用实验系统对不同半径微细刀具的振动状态和其辐射声压特征进行测量,最后根据测量结果提出用于微细刀具超声振动的声压检测方法。
1 理论分析
P=2ρ0c0v0sin 。
式中:P表示沿刀具轴线方向上的声压幅值;ρ0和c0分别表示空气密度和声波在空气中的传播速度;a表示刀具半径;f表示振动的频率;v0表示刀具的振动速度幅值;z表示声压观测点到刀具端面中心点的距离。根据表达式可知,刀具辐射的声压与刀具振动速度成正比。若只考虑超声振动单元中由于刀具振动辐射的声压,则在轴线方向测得的最大声压越大,说明刀具的超声振动越大。
根据文献[26],超声振动单元中刀具的超声振动是基于刀具沿轴线方向辐射的最大声压值进行表征。测量声压策略是:首先根据固定位置下,刀具辐射声压随频率变化的极大值,确定刀具振动较大的频率(即局部区间的工作频率);之后通过比较在这些局部区间的工作频率下,声压随着轴向距离变化的最大值,来确定刀具工作频率。
当刀具的直径较大时,由于高频声波在空气中的衰减较快,且传声器的位置与刀具端面的距离远小于与超声振动单元中其他部件的距离,则超声振动单元中其他部件(即超声换能器)辐射的声压对刀具振动状态表征的影响几乎可以忽略。然而,对于微细刀具,其直径很小,在相同的振动能量下,微细刀具辐射的声波能量相对很小。此时,超声换能器由于超声振动辐射的声波在刀具端面附近位置处产生的声压有可能会接近或大于刀具本身辐射声压。在这种情况下,传声器测得的声压就不再仅反映刀具的振动状态,还需要考虑超声振动单元其他部件振动对传声器测得的声压幅值的影响。
此外,声学表征法中表征量[26]选择的是沿刀具轴线方向的声压信号。但在实际测量时,传声器的放置有可能会偏离预期的位置。当被测位置发生变化时,声波到观测位置产生的声压信号会发生变化。在这种情况下,测得的声学幅值可能不再与刀具的振动呈正相关关系。另一方面,用于超声加工的超声换能器通常被设计为带宽窄、能量集中的结构,超声振动单元只有在极少数频率下会产生大的振动能量。而且由于传声器中的敏感元件具有一定的尺寸,传声器测得的声压信号是一定面积内声波产生的压力的平均效应。即使传声器偏离刀具轴线一定距离,其测得的声压幅值也可能实现对刀具工作频率的准确识别。
为研究利用传感器获得的声压量对超声振动单元中微细刀具的实际测量方法,进一步搭建实验测量系统,并根据以上分析设计相应的测量实验,制定用于微细工具超声振动的声压监测策略。
2 用于微细刀具超声振动表征的声压测量系统
由于在表征时需要对不同位置下的声压进行测量,搭建了基于位移台的声压测量系统。在测量系统中,传声器被固定在位移台上。通过调整位移台的位置,对刀具沿轴线方向辐射的声压分布进行测量。
2.1 传声器的选择
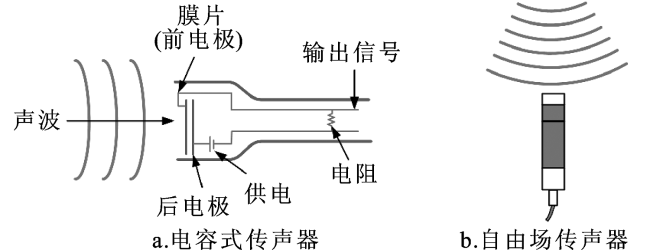
测量辐射声压分布的关键是确定合适的传声器。根据测量原理,用于空气环境中声压测量的传声器主要是电容传声器、动圈式传声器和压电传声器。电容传声器利用2个电极的电容量随它们之间距离变化而变化的原理,将声信号转换为电信号,如图1a所示。它在宽频率范围内具有平坦的响应曲线,具有高输出和低失真的特点。由于刀具辐射的是高频超声信号,需要具有更好的高频特性以及瞬态响应传声器对声压信号进行测量,而且需要对较宽频率范围内的声压信号进行测量。因此,本文采用了电容式传声器。根据测量场景的不同,测量传声器又分为自由场传声器、压力场传声器和扩散场传声器3类。如图1b所示,自由场传声器主要用于测量麦克风被引入声场之前的声压。在高频声场中,传声器在声场中会对声场造成局部干扰。自由场传声器可以补偿传声器在声场中引起的局部干扰。为了尽可能地减少传声器结构对声场的干扰,选择自由场电容式传声器搭建声压测量系统对刀具的振动状态进行表征。
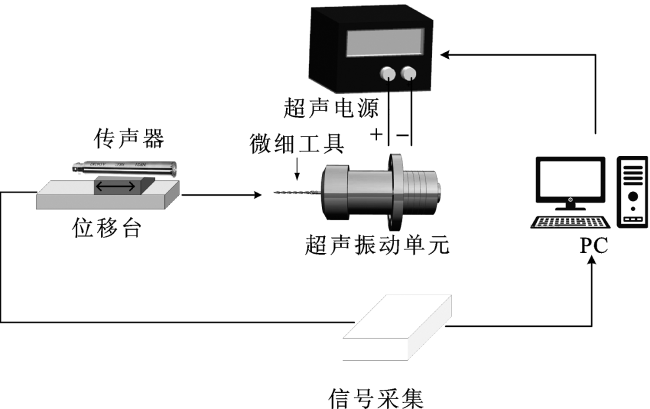
2.2 实验系统组成
图2是实验装置的主要组成部分,包括传声器、数据采集卡、位移台、上位机和超声电源。其中,传声器采用自由场电容式传声器(MNP41, SKC声学技术公司),传声器尺寸是1/4英寸,灵敏度为4 mV/Pa,频率范围为20~80 kHz。数据采集卡的型号是NI-USB-625,其最大采样率是1.25 MHz,分辨率为16位。
在测量过程中,传声器被固定在位移台上,随位移台同步运动。当位移台运动到测量位置后,传声器采集该点处的声压信号,经由数字采集卡进行模数转换,传输到上位机中进行数据的处理。为抑制周围环境噪声对测量结果的干扰,上位机的程序会先利用带通滤波器对初始信号进行滤波,滤波器的中心频率始终与超声电源输出的信号频率保持一致;再利用滤波后的信号进行数据的保存和分析。
3 用于微细刀具振动表征的声压检测
为优化用于微细刀具超声振动的声学表征方法,提高表征的可靠性,首先分析了超声换能器的振动和传声器测量位置2个因素对声压测量结果的影响,之后确定合适的声压测量策略。
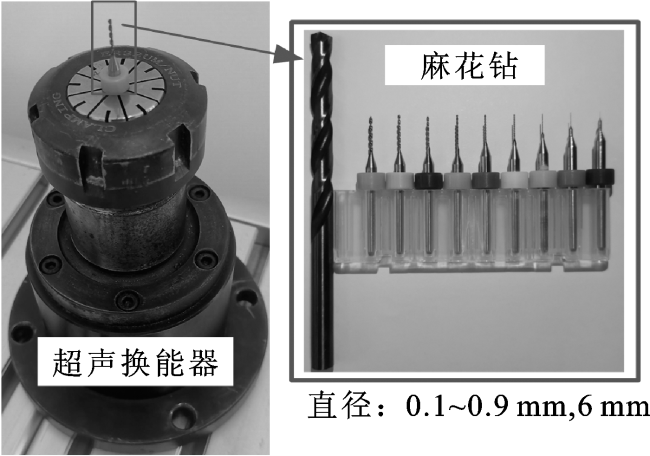
实验对象如图3所示。超声振动单元由超声换能器和刀具组成。当超声换能器夹持不同的刀具时,刀具的工作频率和振动大小很可能会发生变化。在实验中,超声换能器固定。刀具分别是直径为0.1~0.9 mm的微细麻花钻和直径为6 mm的麻花钻。
3.1 声压测量策略优化
3.1.1 超声振动单元其他部件振动的影响
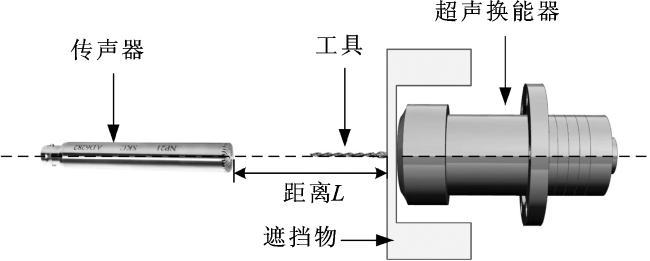
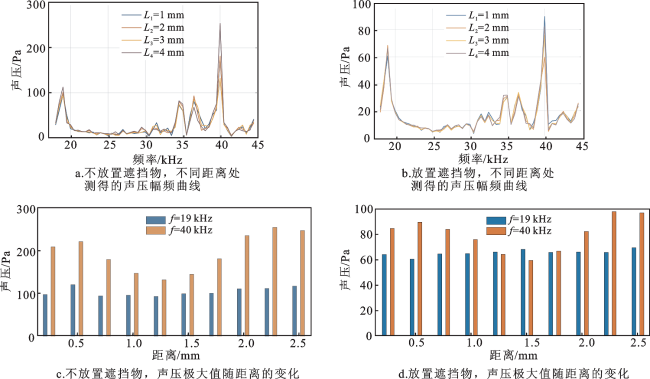
为分析超声振动单元中其他部件振动对声压测量的影响,测量了放置遮挡物前后沿刀具轴线方向声压信号,测量方式如图4所示。图5是超声换能器夹持了0.3 mm直径的麻花钻,传声器沿轴线不同位置处测得的声压幅值随频率变化的曲线。图中的距离L是指传声器测量面与被测刀具的底刃中心在沿刀具轴线方向上的相对距离(见图5)。由图5可以看到,加入遮挡物后,传声器测得声压幅值有明显的降低。这说明遮挡物可以有效阻碍超声振动单元中其他部件振动辐射的声波,从而抑制其他部件振动辐射的声压对观测处测得的声压的影响。对比图5a和5b,其他部件的振动对声压极大值对应的频率没有影响。但是,其他部件的振动改变了声压极大值的相对幅值,如图5c和5d所示。在图5c中,振动频率在19 kHz测得的声压幅值均小于振动频率在40 kHz测得的声压幅值。但在图5d中,当被测距离为1.5 mm时,振动频率在19 kHz测得的声压幅值出现了大于振动频率在40 kHz测得的声压幅值的情况。
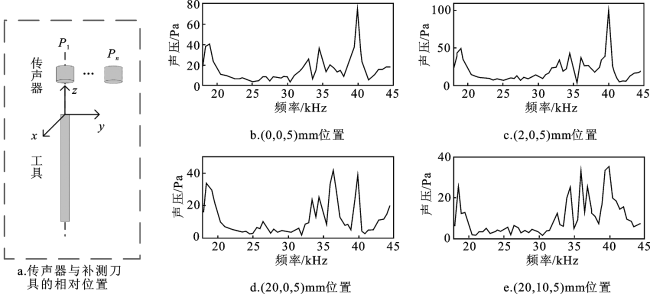
3.1.2 传声器测量位置的影响
根据声学表征法的一般测量策略,刀具的工作频率一定是包含在固定位置的声压极大值频率之中的。正确地识别固定位置的声压极大值频率是保证准确识别刀具工作频率的关键。基于此,本文将通过比较传声器测量位置对声压极大值频率的影响,来比较其对刀具振动状态表征可靠性的影响。
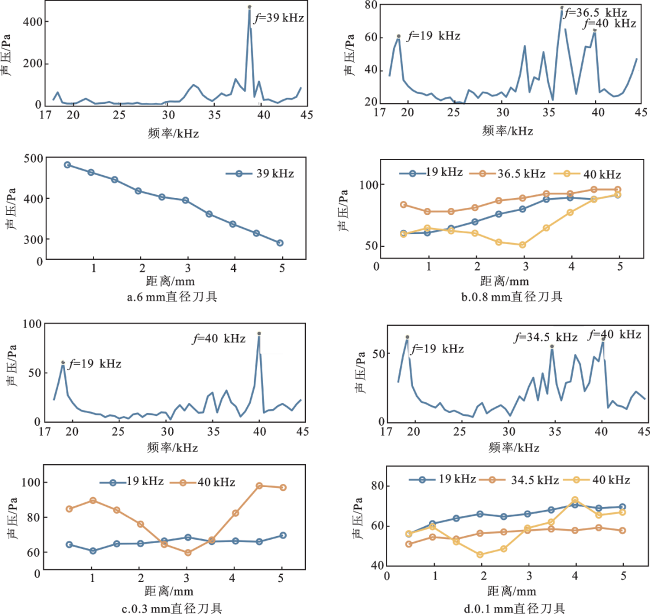
3.2 对不同直径刀具超声振动的表征
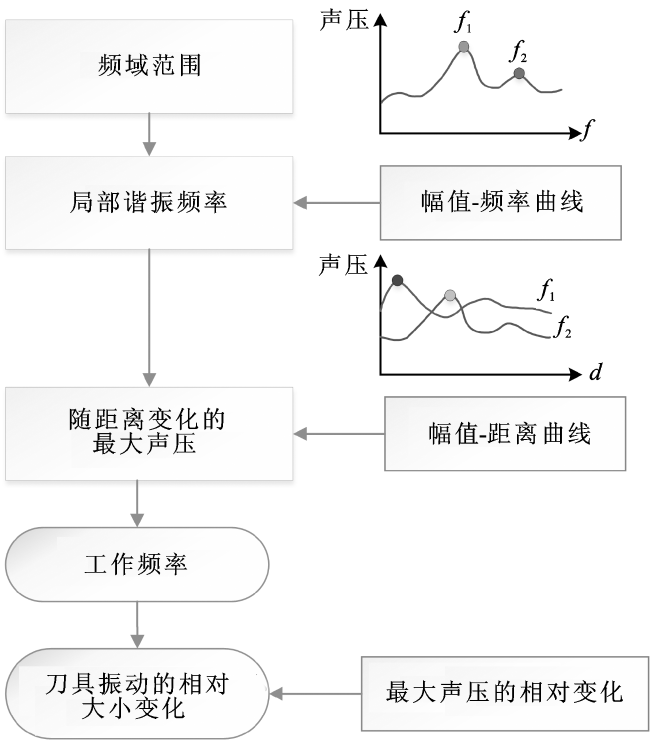
利用声压检测的方法对不同直径刀具的超声振动状态进行表征,即对刀具工作频率的识别以及在工作频率下刀具振动相对大小的量化描述。图7给出了声学表征法的声压测量策略的主要步骤。将超声电源输出幅值一定但频率在一定范围内变化的电信号激励刀具振动。第一步,传声器与刀具同轴放置,在靠近刀具底面的某一固定位置采集不同频率下刀具辐射的声压信号。值得注意的是,在测量中需要屏蔽超声换能器振动辐射的声压对测量声压的影响。根据声压幅值随频率变化的曲线,获得刀具的局部工作频率。第二步,将电信号的频率分别调节为刀具的局部工作频率激励刀具振动。在每个给定的频率下,测量声压随距离的变化,得到沿轴线方向的最大声压。第三步,通过比较局部工作频率的最大声压,得到最大声压的最大值对应的频率,即刀具的工作频率。在确定了工作频率之后用于描述刀具振动相对大小的测量中,将传声器放置在最大声压对应的位置。刀具振动大小的相对变化通过测量声压幅值的变化来定量描述。
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
测量实验表明:基于声压检测的表征方法可以表征不同直径的刀具,特别是包括直径很小的刀具的超声振动状态。而且在测量时,测量步骤不受刀具几何形状的限制。
4 结论
本文从辐射声压的角度,研究并提出了一种面向微细刀具的超声振动状态表征方法。以刀具辐射轴向声压的最大值为表征量,实现了对不同直径刀具,特别是微小直径刀具工作频率的识别和刀具振动相对大小的量化描述。主要结论如下:
1)通过比较声学传感器的工作原理和分析刀具超声振动辐射声波的特点,选择了电容式自由场的测量传声器作为声压测量的传感器,搭建了声压分布的测量系统,实现了对刀具辐射轴向声压最大值的测量。
2)理论分析和实验测量发现,超声振动单元中其他部件的振动以及传声器的测量位置都可能会影响对微细刀具振动表征的可靠性。因此,在声压测量过程中,要注意超声振动单元其他部件辐射声波的抑制以及传感器测量位置的控制。
3)对不同直径刀具的超声振动状态进行了表征,包括0.1~0.9 mm直径的微麻花钻和6 mm直径的麻花钻。测量表明,基于声压检测的表征方法可以快速可靠地表征不同几何形状的刀具,特别是微细刀具的超声振动状态。
4)除了文中涉及的应用,通过声压测量来估计刀具端部的振动位移是声学表征法的另一具有潜力的应用。在这一场景下,则需要对声压信号、刀具辐射的声压以及刀具的振动位移进行定量的研究,以建立声压测量值与刀具端部振动位移的映射关系。