

在机械系统中,过盈装配是重要的连接方式,其具有操作简单、连接可靠和重复性良好等优点。对于典型的轮毂与轴承配合,过盈装配不但能够保持良好的对中性、获得较大承载能力,还能保证部件的原始强度和耐久性[1⇓-3]。过盈装配的方法有冷装、热装和压装,为适应批量生产和产线自动化,轮毂与轴承的装配更多采用的是压装法。然而,由于压装过程中无法对连接性能进行定量测量与精确控制,导致轮毂与轴承过盈配合的质量劣化[4⇓-6]。研究表明,即使在填满润滑油的工况中,轮毂与轴承的压装配合也会出现不同程度的点蚀,造成过盈装配在后续的使用中出现装配间隙,影响轮毂使用的安全和寿命。因此,需要优化压装工艺,提高过盈装配质量,提升轮毂与轴承装配后的性能。
在机械装配领域,已有学者将超声振动引入装配过程中。许崇林等[7]提出了一种超声辅助压装装置,在普通压装过程中引入超声振动进行了压装实验,发现过盈量为12 μm时超声振动可以将压装摩擦力减小29.15%,超声振动可以有效减小界面的材料损失。张伟超等[8]在压头施加轴向超声振动,通过简易压装平台与Abaqus有限元软件对超声辅助压装技术进行了验证,发现最佳过盈量为14 μm;减摩率与超声振动振幅呈正相关。Halm等[9-10]将超声振动引入电路板上销的插入过程,发现当超声振幅达到20 μm时,销的插入力可以减少80%,超声振幅越高,销的变形越小,镀覆孔的变形越大。李晓凯等[11]将超声振动引入流动旋压工艺中,在Abaqus有限元软件中进行分析,并通过超声辅助拉伸压缩实验进行了验证,发现超声振幅为12 μm时内筋高度可以提高33%,试样表面的粗糙度减小。Nigmetzyanov等[12]将超声振动引入配合接头组装过程中,发现超声振动可以降低组装过程所需的力,减小了热变形组装所需的温度;在液压组件中超声进一步降低了摩擦系数。Wang等[13]通过超声振动辅助将轴压入法兰套筒中,发现超声辅助压装的平均压装力降低了19.1%~33.5%,超声辅助压装后界面划痕较小,界面磨损明显减小。
为明确持续超声振动对过盈接触面的作用机理,本文设计了可持续工作的超声辅助压装结构,并建立了变幅杆的有限元模型,通过阻抗分析对超声振动系统的频率与品质因数进行了验证;开展了超声辅助压装实验,分析超声振动对压装过程的影响,包括应力分布、压装力、接触面表面形貌等;从超声减摩和超声软化方面对压装曲线的改变进行分析,明确了超声振动在压装过程中对过盈配合的影响规律。
1 超声辅助压装原理及仿真
1.1 超声辅助压装原理
基于上述压装过程机理描述,对接触面之间的摩擦作用进行分析。根据库伦摩擦定律可知
f=μFN。
式中:f为接触面摩擦力;μ为接触面之间的摩擦系数;FN为接触面之间的正压力。加入超声振动后,摩擦系数满足:
= arcsin 。
式中:μu1为超声振动的摩擦系数;v为压装速度;vi为超声振动速度。
已知超声振子振动为简谐振动,故
vi=ωA。
式中:ω=2πf,ω为角速度,与振动频率f有关;A为振幅。超声振动速度vi与频率和振幅成正比。为了得到更好的压装效果,故选取高频微位移振动进行辅助压装。
实际接触压力也会被超声振动所影响
p(x)=p+p*cos 。
式中:p为接触面间平均压力;λ为超声振动波长;p*=πE*Δ/λ, = + ,E1、E2为螺栓和零件的杨氏模量,vα、vβ螺栓和零件的泊松比,Δ为形变量。
实际接触面积与表面接触面积不同
= = arcsin 。
式中:S为宏观接触面积;b为实际接触宽度的一半;p(x)、Sc1为超声振动下实际接触压力与面积。由上述公式可知,当加入超声振动后,过盈配合接触面间摩擦系数减小,实际接触面积和压力也相应减小。
1.2 仿真分析
在压装过程中,影响压装质量的主要因素是接触面之间的相互作用力。以实际的钢材质轴承与铝轮毂为研究对象,建立三维有限元模型,其中轴承外径95.1 mm,轮毂样件内径94.7 mm。为研究在压装过程中接触面应力的变化,在有限元仿真软件的静力结构分析环境中进行仿真,设定轴承为结构钢,轮毂为铝合金。将接触面设置为摩擦非对称接触,采用拉格朗日算法进行分析。轮毂与轴承模型选取5 mm四面体网格,采用补丁适形法并将分辨率调至最高,最终生成了17 452个网格。
在分析的载荷设置中选取位移载荷,传统压装速度为0.45 mm/s,而超声压装则需要在此基础上叠加正弦振动,位移幅值为4 μm,频率为40 kHz。
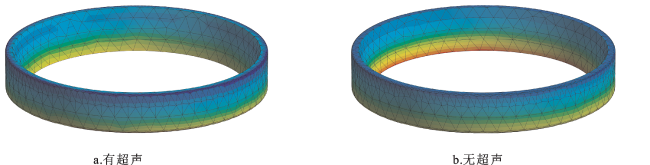

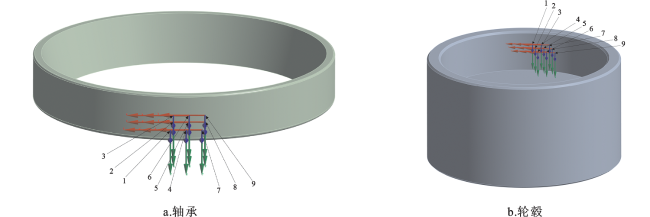
在匀速压装条件下,其中特征点1、4、7的变化行为相同,特征点2、5、8变化行为相同,特征点3、6、9变化行为相同,因此对特征点1、2、3进行代表性分析对比。
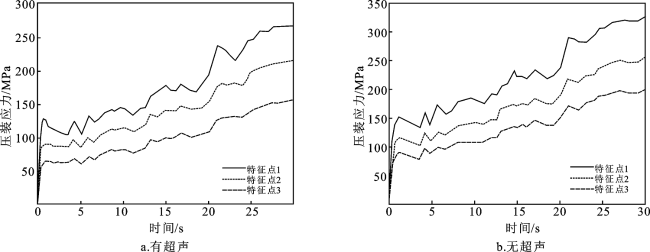
在相同压装位移和时间下,添加超声振动后,轴承上特征点1的压装应力从329 MPa降至269 MPa; 特征点2的压装应力从260 MPa将至225 MPa;特征点3的压装应力从201 MPa降低至162 MPa。
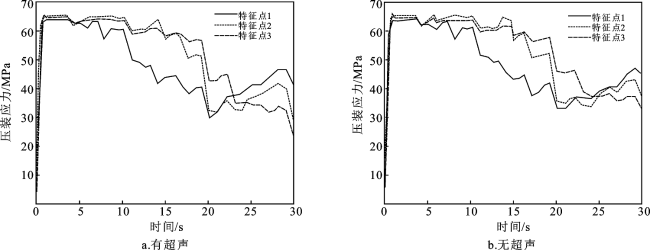
轮毂上特征点1的压装应力从46 MPa降至40 MPa; 特征点2的压装应力从36 MPa将至28 MPa; 特征点3的压装应力从34 MPa降低至25 MPa。接触面的应力减小,过盈配合实现了更好的接触和装配。
添加超声振动后,接触面间的界面特性发生了变化,超声对表面的微观接触产生作用,使接触面能够更平滑、均匀的分布压力,因此摩擦系数减小,挤压和摩擦引起的应力也相应减小。超声振动不只改变了接触面间的摩擦与应力,还对材料产生了软化效果,使接触面间的粗糙峰谷更加匹配,从而减少了局部高应力区域的产生。
2 实验系统
2.1 装置及变幅杆设计
为了将超声振子的振幅放大到所需最佳振幅,设计了如图6a所示变幅杆。其中底部直径为94 mm,与轴承和轮毂相连。顶部直径为136 mm,与振子相连;四周加工了4个直径4 mm的螺栓孔对套筒进行固定。从底部加工了5个直径为11 mm的沉头通孔,螺栓从底部装入对顶部的振子进行固定。变幅杆的设计不仅满足了振幅放大的作用,同时也可以通过改变超声振子数量和型号改变超声振动功率和频率,分析超声对压装过程影响。
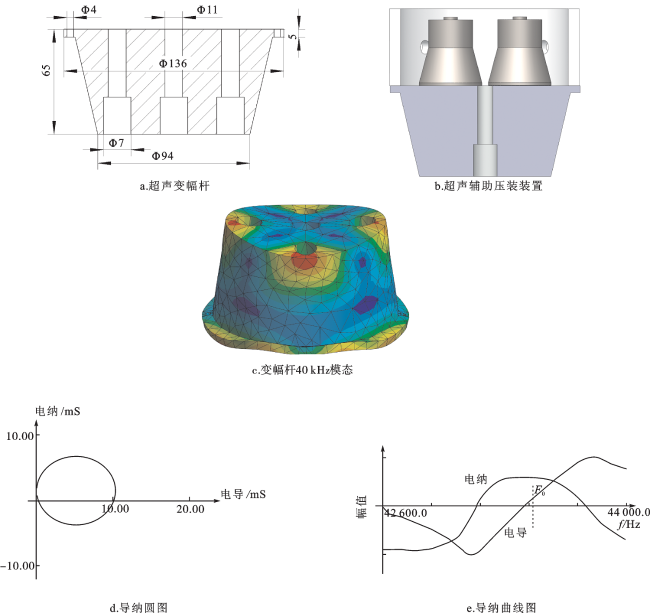
针对常见压装环境,设计了如图6b所示的装置,超声振子与变幅杆头部相连,压装样件与变幅杆尾部相连。套筒将振子包裹进行保护,通过螺栓与变幅杆头部连接,组成超声辅助压装装置。
基于已经设计的变幅杆模型,通过有限元方法对变幅杆振动模态进行分析。从图6c中可以看出,以变幅杆前端面为输出面,在频率为40 kHz时,变幅杆整体振型整齐,主要为轴向振动,且与轴承接触端面输出振幅最大。
使用PV520A阻抗分析仪对变幅杆进行分析,采样频率为5 MHz。模态分析和阻抗分析如图6d、6e所示。可以看出:40 kHz时变幅杆的输出端呈纵向振动,与所期望得到的振动形式相同。通过阻抗分析仪所得共振频率为43 kHz,与变幅杆设计频率接近,且品质因数为259,满足设计使用要求。
2.2 实验参数
实验采取2种频率超声进行,其中20 kHz超声功率为400 W,振幅为35 μm,在压装过程中进行间歇振动;40 kHz超声分为60 W和240 W进行持续性振动压装。实验系统如图7所示,实验在CTS-E万能拉伸实验机上进行。分别选取钢轴承与铝轮毂,其中轴承外圈直径为95.1 mm,轮毂外圈直径为110 mm,内圈直径为94.7 mm,实验中过盈量为400 μm。在压装过程中,设定压装速度为1 mm/s,压装距离为12.5 mm。而超声振动装置置于底部对轮毂与轴承进行激振,在装置开始振动后,压力机将轮毂样件下压,使轴承压入轮毂样件中。

3 实验结果
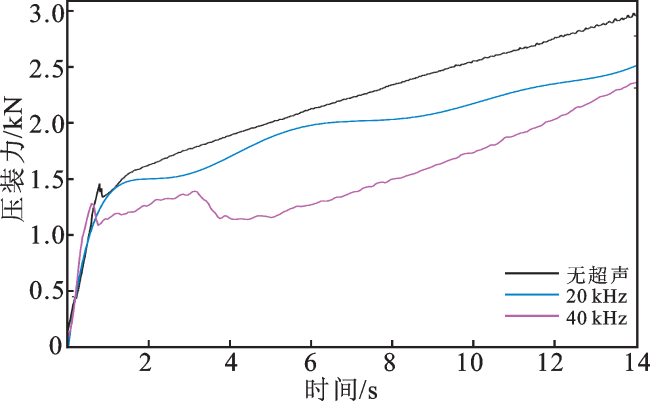
实验结果如图8所示,随着压装距离的增大,压装力逐渐提高。对比超声振动与传统压装过程,可以明显看出,超声振动的引入显著降低压装力,在压装距离为12.5 mm时,传统压装力为3 271 N,20 kHz超声为2 912 N,40 kHz超声环境下的压装力为2 632 N。可见在同等参数下,压装力分别降低了10.9%、19.5%。压装过程中加入超声振动会对压装力产生明显的影响,频率越高,超声振动对压装力的降低越显著。
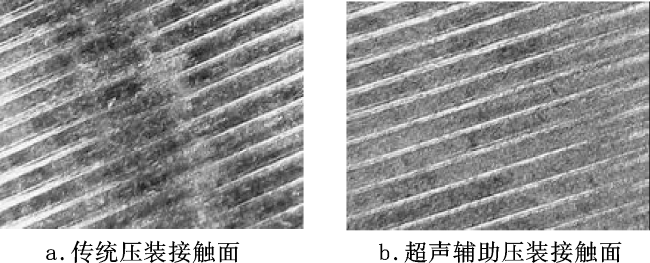
基于实验结果,可对超声振动降低表面磨损的机理进行分析。在没有超声振动的传统压装过程中,轮毂和轴承外圈之间存在滑动摩擦和接触变形2个主要过程。这种摩擦和变形会导致接触表面的微峰和微谷被破坏和堆积,从而产生应变硬点,这会破坏轴承表面,并可能导致过盈配合松动,最终影响连接件的使用寿命。
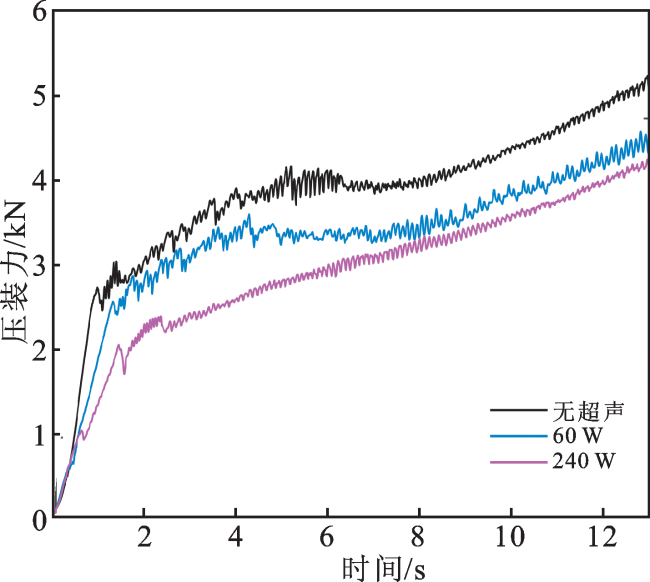
在超声功率对压装过程影响的实验中,使用60 W、240 W两种功率与传统压装过程进行对比。如图10所示,当加入60 W的超声后,压装力减小至4 959 N;将功率提升到240 W后,压装力继续减小至4 688 N,同时压装曲线线性出现明显改善。随着超声功率的提高,经变幅杆损耗后作用在轴承与轮毂接触面间的超声效果越明显,超声振动对接触面间的界面特性影响越大,所以压装力随着功率的提高持续减小。
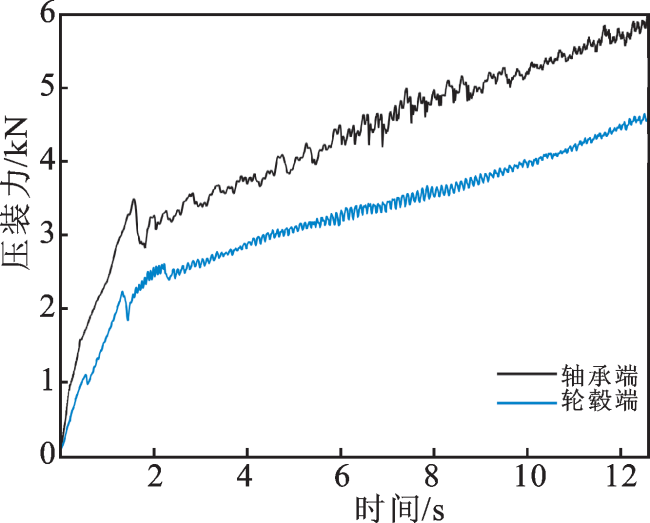
超声振动可施加在轮毂上,也可以直接施加在轴承外圈,为分析这一作用位置的影响,开展了实验,结果如图11所示。两处加载位置的压装力趋势基本一致。超声振动从轮毂端引入连接件可以获得更小的压装力,主要原因可能是超声直接作用在铝材质,其超声软化作用更为明显。从轴承端施加超声振动,压装力较大,且波动较大。此外,由于轮毂及轴承形成整体,超声在其中的传播路径及损坏需进一步验证分析。
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
4 结论
本文基于超声减摩现象,将超声振动引入传统压装过程,减小了压装力,优化了过盈面的配合。通过有限元分析软件,建立了普通压装和超声振动压装的有限元分析模型,在统一过盈量的条件下,验证了超声振动对压装过程中轮毂与轴承应力分布的影响。对超声振动辅助压装过程进行实验设计,在统一过盈量的条件下,改变超声频率、功率和作用位置进行实验,实验数据验证了压装力的减小和压装过程中力曲线的优化。本文主要结果如下:
1)在加入超声振动后,轮毂与轴承接触面应力得到明显降低,其中轮毂内表面应力降低约20%,轴承外表面应力降低约17%。
2)在压装过程中加入不同频率的超声振动均会减小压装力,其中20 kHz超声与40 kHz超声分别降低压装力约10.9%、19.5%。
3)在加入超声振动后,接触面的微观塑性变形明显减小,提高了压装效果。
4)不同功率的超声振动也会对压装力产生影响,60 W超声与240 W超声分别降低压装力约14.9%、19.5%。