

国防、航空航天和电子等行业要求产品具有更高的精度和表面质量、加工高强度、高韧性材料及各种精细结构零件,已经成为制造业重要难点问题。对于具有异型结构的难加工材料零部件,传统机械加工方法很难实现高精度加工[1-2]。
电解加工因其阴极(刀具)无损耗、无切削力、加工效率高及表面质量好,在特种制造中得到广泛应用;超声加工利用超声频振动与空化作用可实现硬脆材料精密加工[3⇓-5]。单一技术各有利弊,进行“去弊存利”多技术有效复合很有必要。Zhu等[6]对超声电解钻磨进行仿真研究,分析了电参数、超声振幅以及电解与机械磨削的匹配程度对小孔质量的影响。Chen 等[7]建立了基于韧性破坏和脆性断裂模型的材料去除模型,模拟了材料去除过程,得到了磨削参数对材料去除率的影响,利用该模型,采用Matlab分析了磨削参数对材料去除率的影响。朱永伟课题组[8⇓-10]设计、制作圆形、正方形及菱形3种阵列微结构电极并进行超声复合电加工试验,发现具有规则形状微结构的表面磨损量可显著减小。Li等[11]提出超声辅助电化学磨削加工原理模型,单个颗粒运动轨迹为空间正弦曲线,磨轮的超声振动使电解液的雷诺数在100~400范围内发生变化,从而在锯齿状颗粒轨迹的波峰处产生涡旋效应。Wang 等[12]建立椭圆超声振动运动轨迹模型,在加工过程中选择较小的切削深度、进给速度和较大的刀具转速可以减小切削力。Cheng等[13]加入3~5 μm径向超声振动,对平面进行旋转超声电解加工,并对凹槽进行切割,可有效减少放电火花和极间摩擦,电解效果显著增强,加工效率也得到提高。
本文利用旋转超声将磨削、电解等作用系统集成,充分发挥其协同作用,实现难加工材料异形面零件高精、高效加工。分析旋转超声复合电解磨削成形机理,设计旋转超声复合电解磨削加工试验系统,并进行多种材料、多种加工方式及加工参数对比实验,探讨超声复合电解磨削加工技术优势,更好地实现对异形面零部件的加工,提高加工精度和效率。
1 旋转超声复合电解磨削加工机理
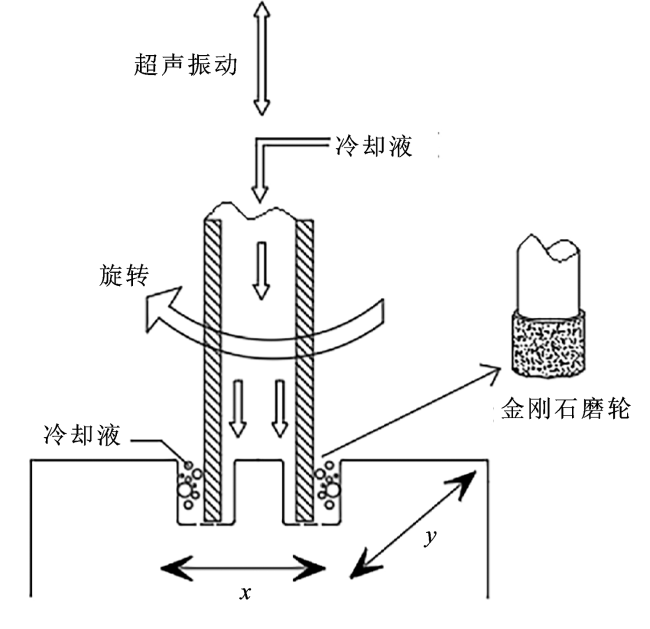
旋转超声磨削加工将超声加工与机械加工有效复合,在加工过程中,磨轮不仅高速旋转,还在z轴向上进行高频振动,如图1所示。工作台可驱动工件在x、y轴进给;旋转超声装置带动工具电极可在旋转超声振动同时,沿z轴进行进给运动。采用导电基固结微细磨粒磨轮电极,工具电极与工件之间有最小间隙Lmin,约为磨轮电极固结磨粒半径,磨轮与工具之间保持一定的接触力,工件与电极之间的间隙可发生高频变化,调节超声振幅可有效调节和控制加工间隙大小,进行能量场匹配,同时避免极间短路。
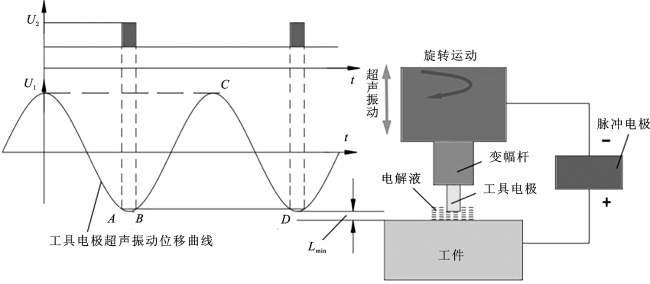
在旋转超声复合电解磨削加工过程中,旋转超声与磨削、电解复合作用,实现对工件材料的联合加工。为充分发挥超声技术的强化传质效果和耦合调制作用,通过计算机控制系统精确调控超声参数和变电压参数耦合关系,在小间隙区域进行高压放电,消除危险点域。图2中曲线AB段为超声调制高压放电,随着超声振动作用,工件产生电化学溶解反应;曲线BCD段为超声调制低压电解,电源电压以恒定值U1输出,由于超声振动作用,加工间隙在Δmax和Δmin范围内波动,当加工间隙达到最小时,脉冲电压瞬间从U1增加至U2,导致电场强度超过介质的击穿强度,从而会产生电火花放电现象。在加工表面局部点处,因材料导电性差,去除速度相对较慢,当极间间隙减小接近短路时,电解液可被电场击穿,形成微火花放电,可蚀除局部微小凸出点,均匀极间间隙,保证加工过程持续稳定进行,实际微火花放电蚀除材料量微小,在分析加工效率时可忽略。通过对加工参数的在线采集,实时评估加工状态,进行进给控制及参数优化调节,有效协同超声、磨削、电解及放电的复合作用,确保两者之前的协同作用,从而实现更高效的能量转换和传递。
经过时间t后,单一的旋转超声磨削加工深度h1与单一的脉冲电解加工深度h2分别为
h1= · = ·πN · δ2,
h2=Dηω1 dt。
式中:S为工具电极端面面积;r为磨轮磨粒半径;R为刀具半径;n为轴向主轴转速;f为超声振动频率;T为周期;A为振动位移;δ为单个磨轮磨粒最大切削深度,V为超声磨削材料去除体积;N为有效磨粒个数;D为占空比;η为电解加工的电流效率;UR为间隙电解液中的欧姆压降;σ为电解液电导率;Z0为初始加工间隙;ω1为体积电化学当量。
将旋转超声磨削加工与脉冲电解加工结合,经过时间t后,旋转超声复合电解磨削加工的材料深度为
H=k1h1+k2h2。
式中:k1是超声复合磨削作用占比系数,k2是脉冲电解作用占比系数,可分别表示为
k1= ,
k2= 。
式中:PU、PM、PE可分别表示为
PM=Mn,
PU= ρc(ω2A)2S,
PE=EI(t)=E· 。
式中:PM为磨削作用功率;PU为旋转超声作用功率;PE为脉冲电解作用功率;M为机械扭矩;ρ为弹性介质密度;c为弹性介质中的波速;ω2为角频率;E为电源电压;Δt约为加工区域绝缘磨料半径。当超声加工振幅以及微细磨粒的直径大小变化时,超声复合磨削效果在复合加工中的占比系数k1随之而变;改变电源脉冲电压、有效脉冲占空比和工作液电导率,脉冲电解作用能量占比系数k2随之改变。
旋转超声复合电解磨削加工中,超声激振频率(f)须满足系统固有频率(fn)条件,系统才能产生超声共振,这是复合加工的基础条件。超声作用可通过系统调节振幅及采用不同硬度、直径的微细磨粒来改变;磨削作用可通过增加磨轮转速、半径和切深来改变;电解作用可通过增加电源电压幅值及电解液电导率来增强。
在极间最小间隙点(即加工表面电场最强、接近短路点处),工作液有时可被击穿而产生微细放电,这可去除加工面非导电性微细组织及电解钝化层,使极间间隙与加工条件趋于一致,电解液供给充分,可保证复合加工过程持续稳定。
2 旋转超声复合电解磨削系统
基于旋转超声复合电解磨削加工机理,设计了旋转超声复合电解磨削加工系统,完善检测与控制装置,并给出了加工方案。
2.1 系统设计
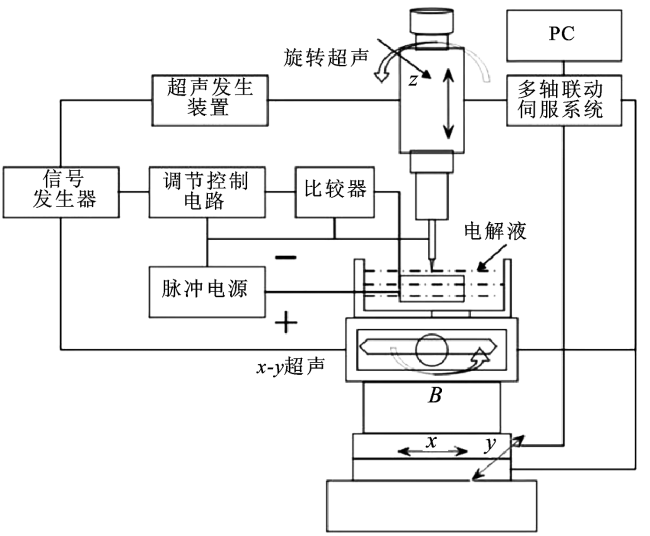
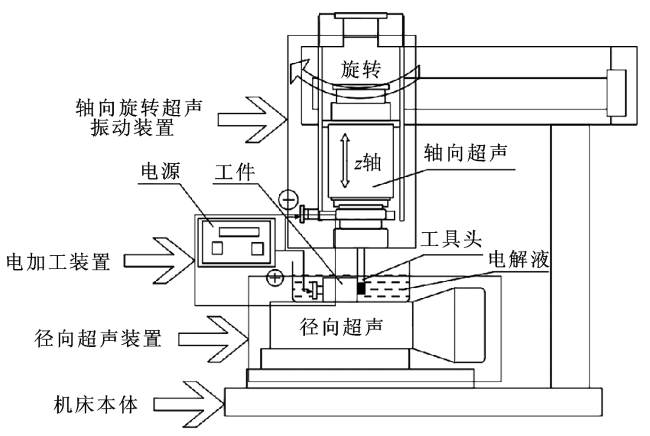
图3为旋转超声复合电解磨削加工系统,由运动控制单元、旋转超声振动装置、径向超声振动装置、电解加工装置及检测、控制等模块组成。运动控制单元控制伺服驱动系统带动工件实现x、y、z轴进给运动。轴向旋转超声系统由旋转装置、超声换能器、变幅杆和工具电极(固接磨粒磨轮)组成,工具电极在高速旋转的同时做轴向超声频振动。径向超声振动装置采用压电式换能器,径向超声装置固定安装在机床工作台上,工件在径向(水平面内)超声振动装置激励下,可在阴极径向进行超声振动,产生径向进给振动间隙,从而可实现多维旋转超声复合电解磨削加工。脉冲电源提供电解加工作用能量,超声发生器提供超声作用能量,加工过程参数检测、调节、控制系统将各作用模块有效集成,加工过程中磨轮与工件之间通过测力单元,可保持磨轮与工件之间一定的接触力。
2.2 旋转超声装置设计
如图4所示,旋转电极驱动轴由连轴器与变频交流电机连接,主轴最大转速可达30 000 r/min。采用反装的向心球轴承,可有效平衡双向的径向力,减小轴承负荷。向心球轴承具有较高的承载能力和抗冲击性能,确保主轴在加工过程中不易受外力的影响,保证加工精度和稳定性。
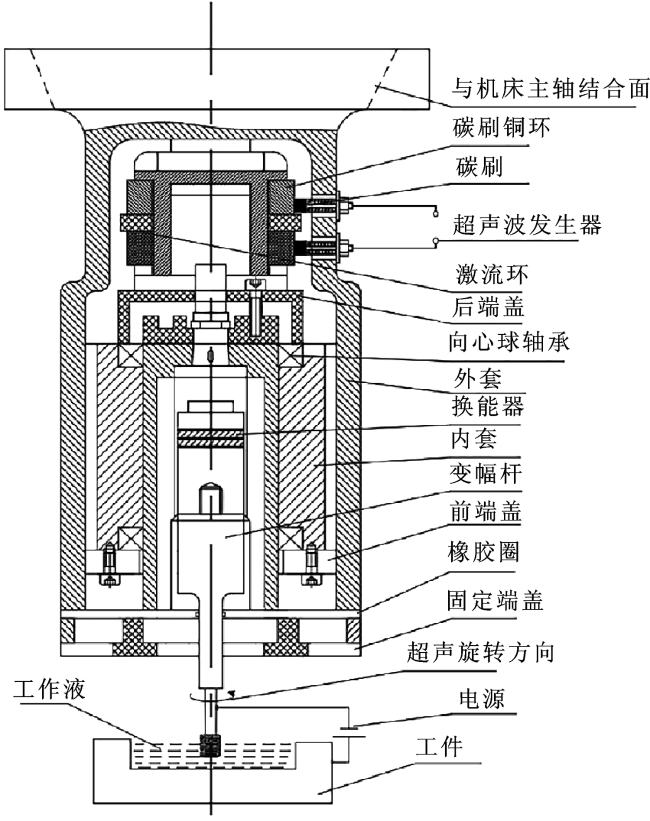
内套和外套固定轴承,碳刷与弹簧等零件固结在主轴静止端,弹簧使碳刷的位移范围得到有效控制,确保碳刷在磨损后仍能保持与集电环的良好接触,保证超声头中陶瓷换能器的正常供电。为了保证旋转电极与旋转轴心的同轴度,在内套上设计有调节同轴度装置。
利用激光位移传感器对旋转超声振动装置进行超声参数测量,实际检测超声振幅最大可达到15 μm,满足加工需求。
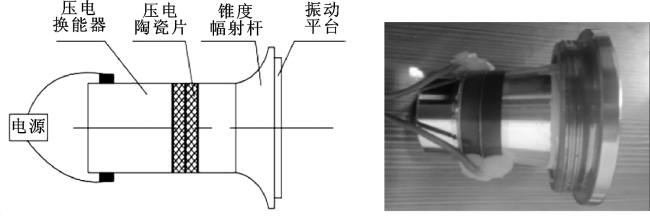
2.3 径向超声振动装置设计
如图5所示,径向超声装置由两片陶瓷片的压电换能器组成,选用厚度为6 mm、直径为26 mm的压电陶瓷片。利用激光位移传感器测量该装置的振幅,最大振幅可达7 μm,可实现径向超声振动。
2.4 旋转超声复合电解磨削加工装置设计
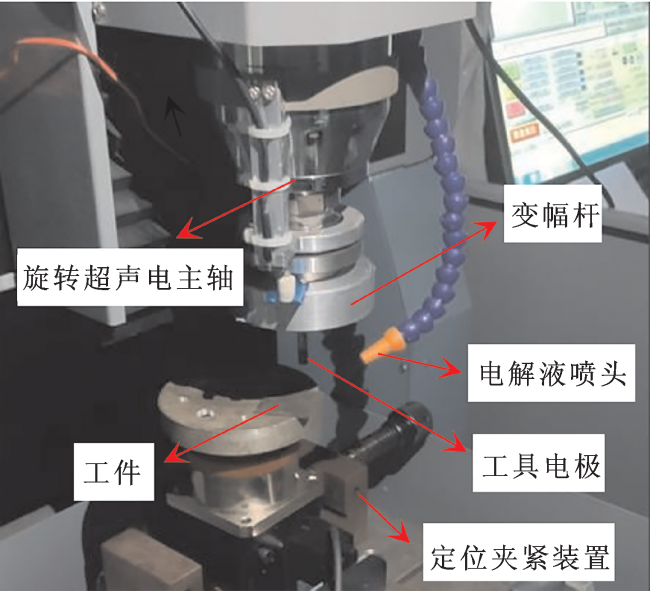
将上述设计的旋转超声装置与径向超声振动装置集成于一体,如图6所示。超声参数用激光位移传感器进行在线实时检测。电解液电导率选用电导率仪进行测量,测得极间电阻值,用示波器采集加工过程中的电流电压变化,通过显微镜观察被加工工件的表面质量。
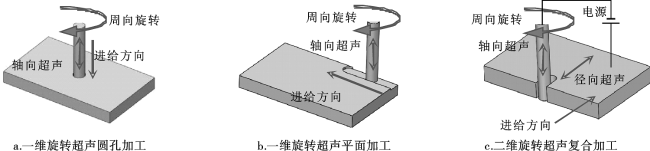
2.5 旋转超声复合电解磨削加工运动方案
3 结果分析
3.1 硬铝合金旋转超声电解磨削加工对比实验
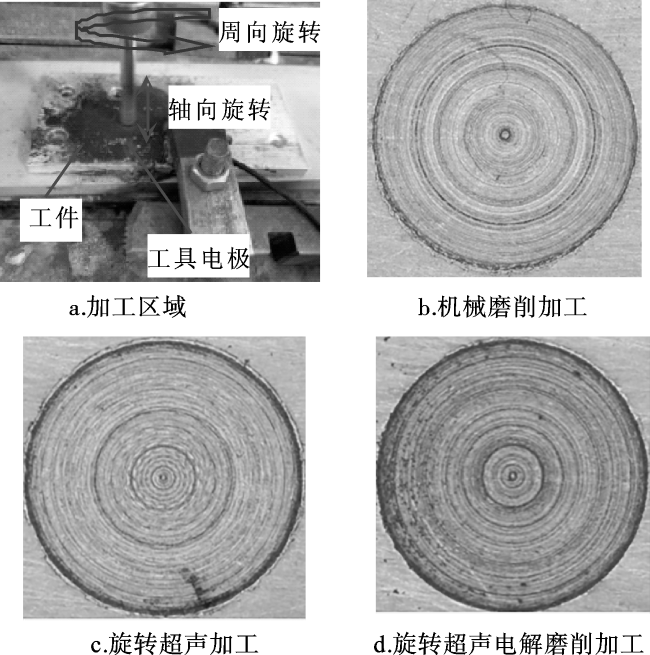
对硬铝合金(2024#)进行复合加工参数实验:加工脉冲电压2 V,工作液为质量分数8%的NaNO3溶液,400目碳化硅磨粒磨轮,磨轮与工件之间接触力10 N,加工时间2 min。进行磨削加工、旋转超声加工以及旋转超声复合电解磨削加工对比实验,实验加工效果如图9所示。
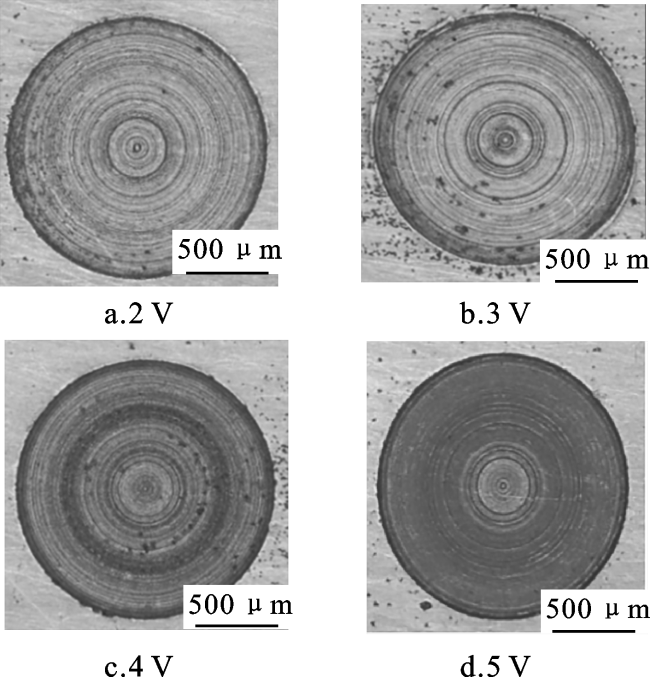
保持其他参数条件不变,选取4组不同幅值脉冲电压对硬铝合金(2024#)进行加工实验,加工效果显微图如图10所示,随着电压的提高,圆孔直径不断扩大,杂散腐蚀也越来越严重;当电压为3 V时,划痕最少,但有少量黑点,这是由于工作液无法及时排出;当电压为5 V时,杂散腐蚀严重,加工过程中出现放电现象,加工出的表面有黑色堆积物。
在加工过程中用数字示波器进行电参数实时检测,电压4 V时的电流信号波形(通道CH1),实际电解电流约为2 A。
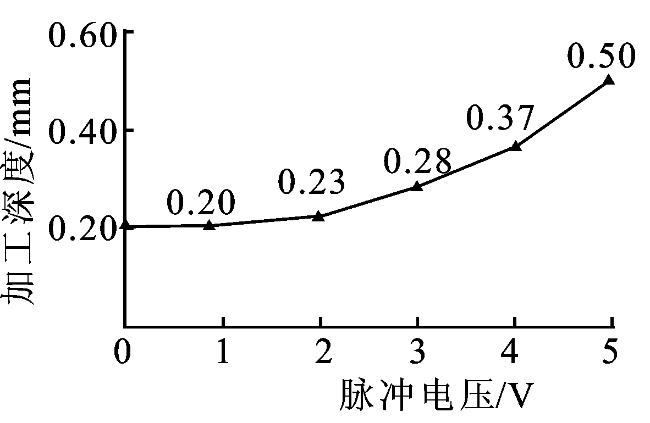
不同脉冲电压加工效果图如图11所示。随着电压幅值提高,电解作用增强,效率明显提高,圆孔深度显著增加,轮廓越清晰,表面质量变好;但电解电压增加到4 V以上时,加工过程中会产生微火花放电现象。
对加工参数电压幅值为5 V时进行监测,通道CH1:超声激振电压,其与阴极端面超声振动位移对应。通道CH2:多能场加工极间电流信号。当极间电压为5 V时,极间电流信号有电解(低频)和微细火花放电(高频),即加工有电解及放电共同作用。
3.2 铝基碳化硅颗粒增强复合材料加工实验
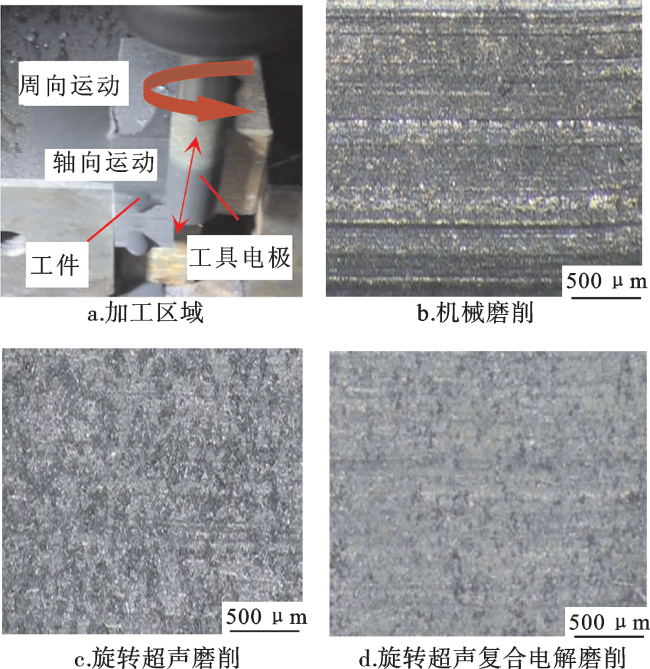
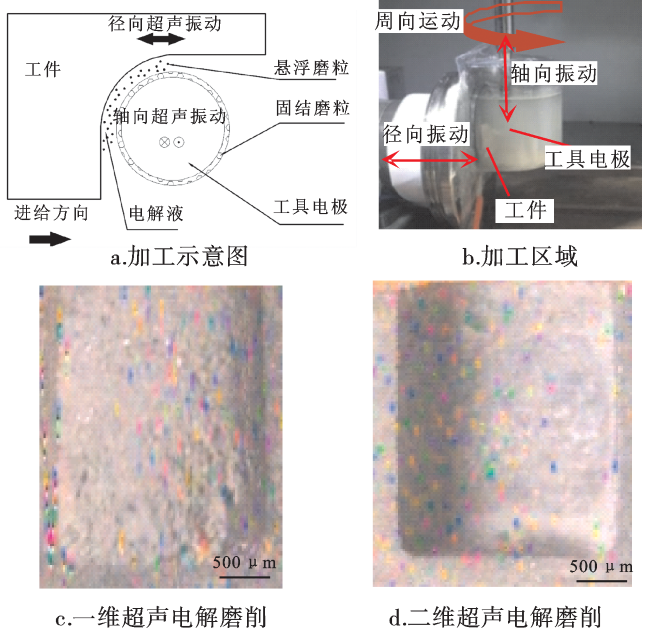
对SiCp/Al复合材料(碳化硅30%)分别进行机械磨削、旋转超声磨削以及旋转超声复合电解磨削加工实验(如图12所示),采用400目碳化硅磨粒磨轮,工作液为质量分数8%的NaNO3溶液,脉冲电压幅值5 V,加工时间5 min。
在该实验基础上,增加径向超声装置,振幅为5 μm,横向切割进给速度为0.30 mm/min,实验如图13所示。
3.3 叶片型面复合电解磨削加工
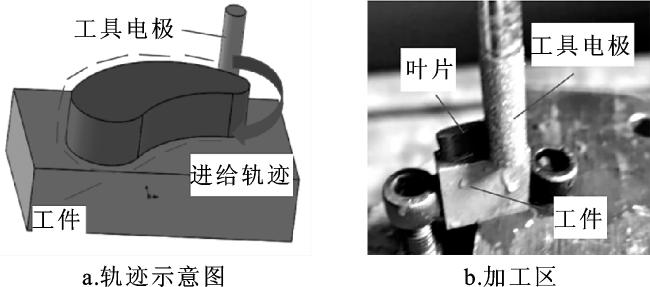
进行复合电解磨削加工参数优化,选取脉冲电压幅值3 V,主轴转速6 000 r/min,轴向振幅10 μm,径向振幅5 μm,采用400目碳化硅磨粒磨轮,工作液为质量分数8%的NaNO3溶液。图14为叶片加工轨迹过程。
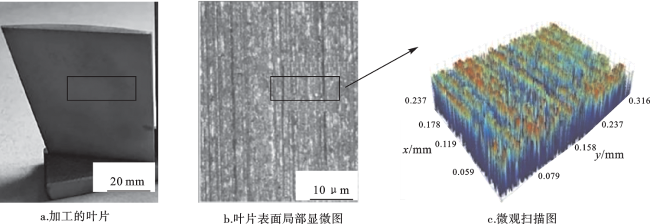
对铝基碳化硅(SiCp/Al,碳化硅30%)进行某型航空发动机叶轮叶片直纹型面加工,加工出的叶片及表面微观如图15所示,叶片根部无裂纹,边缘无崩边;但由于加工条件的限制,工具头磨粒颗粒较大,加工表面有划痕,但表面相对光顺。
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
采用多轴联动展成法加工某型航空发动机直纹面叶片,叶片型面加工精度可达0.10 mm,表面粗糙度可小于0.80 μm,加工方式能满足此叶片直纹型面精度及表面质量加工要求。
4 结论
1)分析探讨旋转超声、磨削及电解相互作用关系,建立加工效率模型,增大超声振幅、磨轮转速、磨粒直径、电解电压及电解液电导率等参数,可显著提高复合电解磨削加工效率。
2)设计并研制旋转超声复合电解磨削加工系统,成功将旋转超声、磨削及电解作用有机复合与系统集成,主要加工参数可在线灵活调节,实际加工过程系统工作稳定可靠。
3)对硬铝合金进行参数试验,旋转超声复合电解磨削加工方式可加工出更光滑平整的表面;对铝基碳化硅复合材料进行一维及二维超声电解磨削加工试验,加工出表面光整、边缘平滑的平面。
4)进行旋转超声复合电解磨削加工参数优化,加工某型航空发动机叶片,可满足型面精度及表面质量要求。