

在现代工业领域,许多大型设备,如航空航天中的飞机壁板、船舶制造中的船体结构、能源行业的压力容器与长输管道等,在服役期间需承受高载荷及复杂工况,其内部缺陷会严重威胁系统的安全运行[1-2]。这类缺陷产生的原因多种多样,例如:金属铸造过程中混入气体并在冷却凝固时无法排出,形成内部气孔[3];金属结构长期处于潮湿、酸碱等腐蚀环境下,发生电化学反应导致局部金属溶解,进而形成孔洞[4]。高压下压力容器的内部孔洞边缘极易产生裂纹并快速扩展,最终可能引发爆炸事故;若桥梁、钢架等金属结构中的孔洞位于承重节点或关键部位,会削弱结构整体稳定性,在外载作用下导致局部区域优先破坏,最终导致整体结构坍塌,造成重大人员伤亡与财产损失[5]。因此,快速检测结构内部孔洞,对于及时排除安全隐患、避免事故至关重要。
目前检测孔洞的方法主要包括X射线、红外成像等,与之相比超声无损检测应用最为广泛,具备原位检测和低成本优势。超声检测孔洞的方法主要有单晶超声检测和相控阵超声检测。刘菲菲等[6]采用单脉冲超声技术(mono-pulse ultrasonic technique,MU),通过自主研制的超声扫描成像系统,向复合材料蒙皮-加强筋接头发射单脉冲超声波,利用反射信号的时域特征(幅值、相位、传播时间)实现缺陷表征,该方法表面检测盲区仅为单层厚度(约 0.125 mm),能检测出近表面、中间深度及近底面分层缺陷,为复合材料接头缺陷检测提供了高效、可靠的方法。徐敬岗等[7]设计了专用双斜探头,采用CTS-22A超声探伤仪,并通过直射法和反射法检测上下表面缺陷,其设计的探头可准确检测开口度 0.5 mm 的螺栓孔周疲劳裂纹,灵敏度高,定位准确,但探头与工件贴合良好时单一缺陷波明显,贴合不佳时易受杂波干扰。单晶超声单发单收检测方法需频繁校准上下位置并控制探头移动检测区域,过程复杂且位置不易控制;同发同收检测方法则存在检测范围有限的问题。
相控阵超声检测具有检测效率高和检测范围大的优点。刘恒等[8]根据管道壁厚和缺陷深度选用1~10 MHz相控阵探头,通过调整声束角度及阵元延时,优化声束传播路径,成功检出0.2 mm级气孔和夹杂物等缺陷,检测效率高,信噪比和灵敏度均满足工程要求,可实现无需频繁移动探头的全方位扫描,适用于压力管道焊缝复杂结构检测。曹智等[9]采用相控阵技术,通过回波幅度、相位及界面回波变化识别缺陷,成功检出2.5~7.0 mm深度的碳纤维内部缺陷和胶-钢脱黏缺陷(某些小孔因处于盲区未被检出),并揭示了不同类型缺陷对回波特性的影响。葛广林等[10]验证了采用双矩阵阵列(dual matrix array,DML)相控阵超声探头和全聚焦技术(total focusing method,TFM)检测奥氏体不锈钢焊缝的可行性。目前,相控阵检测研究主要聚焦于提升检测精度和降低盲区等方面,然而其成像效果和效率对算法与计算硬件要求较高,而且所用多阵元发射与接收导致电路复杂,成本较高[11]。因此,亟须探索一种使用较少阵元且能覆盖较大缺陷检测范围的新方法。涡旋超声具有独特的声场分布,尤其是涡旋中心具有小幅值甚至零幅值的特点,且能通过较少阵元产生。因此,涡旋超声是实现少阵元大范围缺陷检测的良好候选方案。
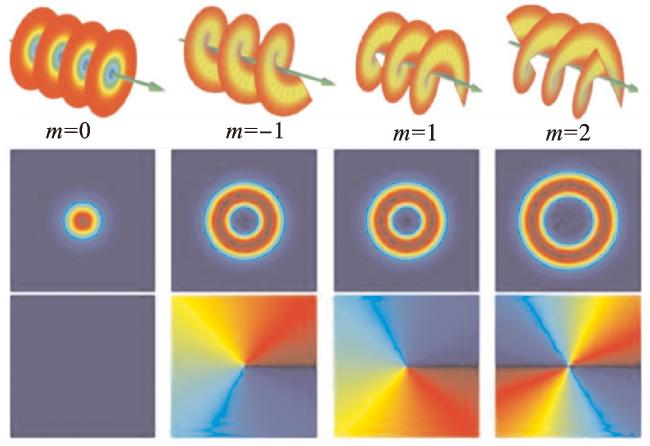
涡旋超声不同于传统平面声波,其独特之处在于具有螺旋相位分布,可携带轨道角动量[12],其大小与拓扑荷数成正比。在传播过程中,涡旋超声波前呈螺旋状,中心存在相位奇点,该处声压为零[13-14],波阵面传播时沿轴线扭转,类似螺丝锥形结构,这种扭转导致轴线波的相消干涉,稳态下会在中心区域形成零场强[15]。涡旋超声独特的性质在多个领域展现出潜在应用价值,当前主要用于物体操控,如利用涡旋超声携带的轨道角动量对液体或空气中的微小物体施加力[16]和力矩[17],实现旋转与移动。Ghanem等[18]设计了基于涡旋超声的声学镊子,借助相控阵可在水中实现高精度悬浮与控制,并通过相位调节引导玻璃球等固体物体沿预定路径移动,移动精度高且无组织损伤。在声学通信领域,Zhang等[19]提出基于单传感器的多通道涡旋超声通信方案,利用涡旋超声的旋转多普勒效应实现数据解复用。目前尚未有涡旋超声应用于缺陷检测的报道。
针对材料内部孔洞缺陷的快速检测问题,本文提出了基于涡旋超声的孔洞检测方法。以钛合金材料中的孔洞为例,采用相位编码方式在结构中产生涡旋声场,研究其传播规律,并采集分析不同位置的时域波形。探讨孔洞的有无、位置及体积对涡旋超声中心位置和非中心区域幅值的影响,论证涡旋超声用于钛合金孔洞缺陷检测的有效性。
1 涡旋超声孔洞缺陷检测机理
2 涡旋超声孔洞缺陷检测仿真系统
2.1 涡旋声场模型构建
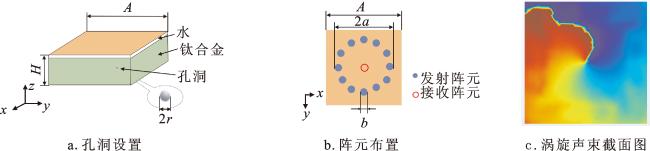
本文建立了涡旋超声在钛合金中的传播模型,如图2所示。模型为一圆柱区域,直径D=40 mm,高度H=30 mm,材料选用材料库中的钛合金(Titanium beta-21S),用于模拟飞机壁板结构,密度ρ=4 940 kg/m3,声速c=6 100 m/s,为纵波。底面沿圆周方向阵列布置12个半径为1 mm的小圆,每个小圆圆心距离底面圆心6 mm,作为发射阵元,阵元圆周半径a=7 mm,工作频率设为0.1 MHz,对应波长λ=c/f=61 mm。阵元表面涂覆1 mm厚的耦合剂(选用液态水,ρ=1 000 kg/m3,声速c=1 490 m/s)。孔洞形式为棱长b=1 mm的正六面体,中心初始位置为(0,6,10),材料为空气(ρ=1.205 kg/m3,声速c=343 m/s)。声-固耦合模块用于模拟声波从液态耦合剂入射至固体金属。仿真采用右手坐标系,原点为涡旋发射中心,xoy为发射平面,z轴沿圆柱高方向,单位均为mm。0.1 MHz的基波波长为61 mm,二倍频0.2 MHz波长为30.5 mm,非缺陷区域网格尺寸为2.54 mm,缺陷区域网格为1.2 mm,最大单元增长率为1.35,曲率因子0.3。耦合剂边界设置为平面波辐射,固体边界为低反射边界。
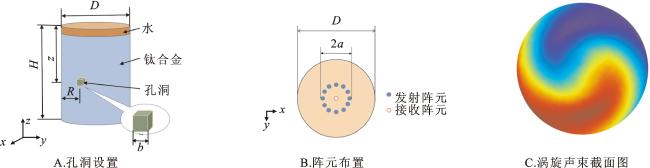
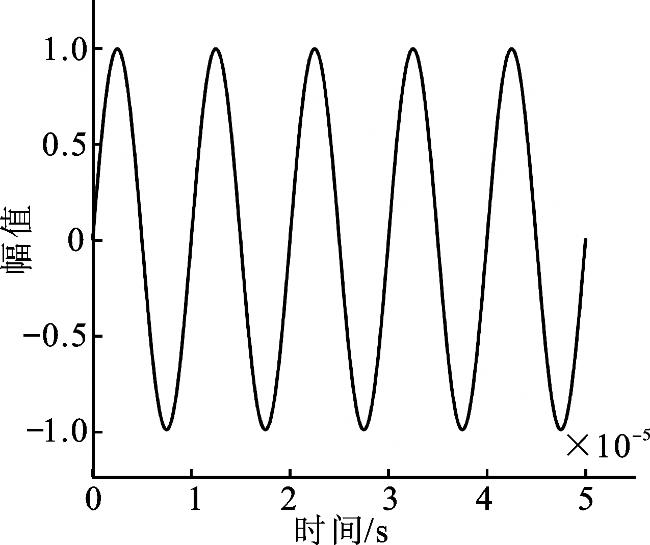
基于相位编码的方式进行涡旋检测,该涡旋产生方式采用声压加载[20],由于检测对象为固体,故而将声压加载替换为应力加载,并进行数值模拟计算。N个阵元(本文设置N=12)均匀地布置于半径a(本文设置a=7)的圆周上,空间角度差为$ \Delta \varphi= 2 \pi / N $。第n个阵元的柱坐标和观测点坐标分别为($a, \varphi_{0_{n}}, 0$)和($r, \varphi, z$), 依次施加如图3所示的超声信号,实现涡旋超声在钛合金材料中的入射与孔洞检测。这些坐标可分别转化为(acosφ0n,asinφ0n,0)和(rcosφ,rsinφ,z),在笛卡尔坐标系中计算φ0n=(n-1)Δφ。对于单色正弦波,阵元相位差为Δφ=2πm/N,总相位差为2πm,其中m为拓扑荷数。第n个阵元的辐射压力为pn(a,φ0n,0,t)=A0exp(-iωt)exp(±iφ0n),其中A0,ω,Δφ0n=(n-1)Δφ分别为振幅、角频率与初始相位。在(r,φ,z)处由声源产生的辐射压力为
pn(r,φ,z,t)=(A0/Rn)exp(-iωt)·exp(ikRn)exp(±iφ0n)。
式中:Rn=ct表示传播距离,c为声速;k=ω/c为波数。进一步计算(r,φ,z)处的总压力为
σ(r,φ,z,t)=exp(-iωt) ${\sum }_{n=1}^{N} $ [(A0/Rn)·exp(ikRn)exp(±iφ0n)]。
从第n个声源T0n到(r,φ,z)的距离可表示为
Rn= $\sqrt{(rcos\varphi -acos{\varphi }_{0n}{)}^{2}+(rsin\varphi -asin{\varphi }_{0n}{)}^{2}+{z}^{2}}$ ,
并可简化为
Rn≈R0+ $\frac{1}{2{R}_{0}}$ [r2-2racos(φ-φ0n)],
r2≤a2+z2。
式中,R0= $\sqrt{{a}^{2}+{z}^{2}}$ 表示T0n与观察平面中心的距离。可将(r,φ,z)处总压力修正为
σ(r,φ,z,t)≈Aexp $\left(\frac{ik{r}^{2}}{2{R}_{0}}-i\omega t\right)$ · $\sum _{n=1}^{N}$ exp $\left[\frac{-ikra}{{R}_{0}}cos(\varphi -{\varphi }_{0n})\right]$ ·exp(±iφ0n)。
式中,A=(A0/R0)exp(ikR0)。公式(3)实际为传播距离R0处的应力。
2.2 仿真方案
数值模拟在ABAQUS(V6.14)仿真软件中进行,主要对模型进行应力计算,仿真变量为:孔洞的径向距离r,孔洞的深度距离h,以及孔洞棱长b。具体仿真参数见表1。
表1 仿真方案Tab.1 Simulation scheme |
| 仿真场景 | 变量设置 | 固定参数 |
|---|---|---|
| 有无孔洞 | 有/无孔洞 | 频率0.1 MHz,孔洞位置(0,6,10) |
| 孔洞沿半径方向位置变化 | 径向距离r=2~11 mm | 频率0.1 MHz,孔洞位置(0,r,10) |
| 孔洞沿深度方向位置变化 | 深度距离h=4~22 mm | 频率0.1 MHz,孔洞位置(0,6,h) |
| 孔洞体积变化 | 棱长b=1~5 mm(间隔1 mm) | 频率0.1 MHz,孔洞位置(0,6,10) |
3 结果分析
通过相位编码在结构内激发涡旋声场,分析不同位置的时域与频域信号特征,研究孔洞有无及其位置、尺寸变化对涡旋超声中心位置和非中心区域的幅值的影响,进一步建立涡旋超声信号特征与钛合金孔洞缺陷之间的联系。
3.1 未增设孔洞与增设孔洞的信号对比
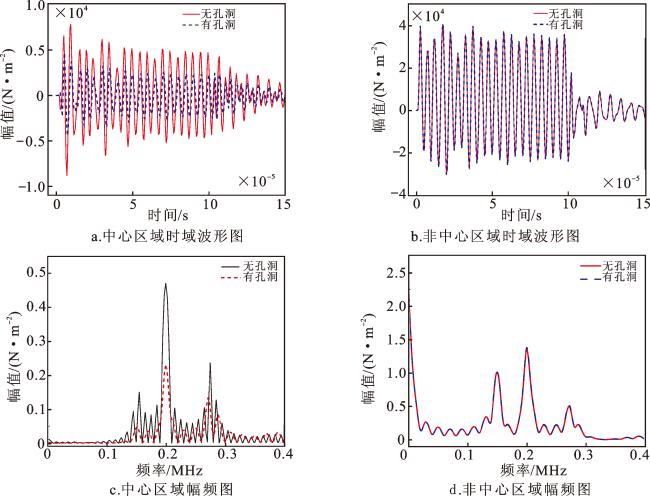
对完好的模型与设有孔洞(位置(0,6,10),棱长1 mm)的模型进行涡旋超声检测,发射频率为0.1 MHz,提取中心区域和非中心区域的信号,比较有无孔洞情况下各位置的时域波形仿真结果,如图4所示。结果表明,孔洞的存在显著改变了中心区域时域信号,幅值整体下降,且在幅频分析中,0.15~0.3 MHz频段幅值变化较为明显,特别是在二倍频(2f=0.2 MHz)处变化最为显著;非中心区域各频段几乎无明显变化,即孔洞仅对中心区域时域及幅值产生影响,对非中心区域几乎无影响。其物理原因在于:金属内部孔洞打破了轴线上本应相消的波,能量分布发生失衡,导致底端中心区域时域波形明显变化[16]。由于在二倍频0.2 MHz处幅值差异最明显,后续分析将重点关注0.2 MHz的幅值变化。需要注意,无论发射端平面中心还是非中心位置,均未探测到显著的基波信号(f=0.1 MHz),推测原因在于孔洞尺寸极小(1 mm棱长),不足以反射足够的基波能量到发射端表面。
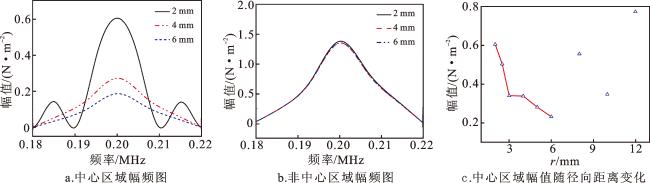
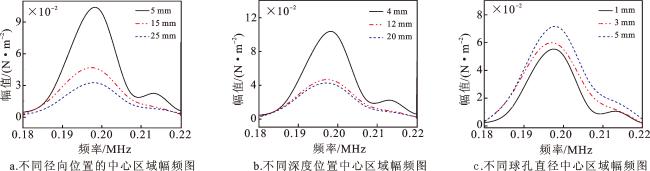
3.2 孔洞位置沿径向变化的信号对比
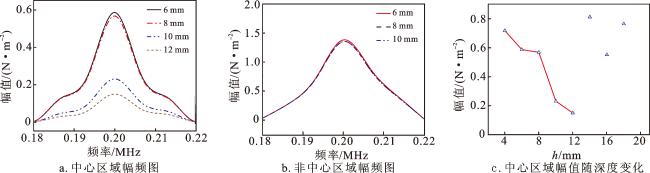
3.3 孔洞位置沿深度方向变化的信号对比
在涡旋超声频率为0.1 MHz、孔洞位置为(0,6,z)的条件下,将孔洞从z=4 mm处沿深度方向依次移动至z=22 mm,进行了多组涡旋超声检测的仿真研究。仿真结果如图6所示,孔洞深度的变化仅会导致中心区域在0.2 MHz处的幅值发生变化,而非中心区域各频率段的幅值基本保持不变。孔洞在深度方向的位置移动时,仅会引起中心区域信号的变化,不会影响非中心区域。随着孔洞逐渐远离接收阵元,幅值随着深度的增加而逐渐减小,之后幅值呈现出随机变化。在深度增大时幅值逐渐下降,这主要是由于孔洞远离发射端,采用自发自收装置时,孔洞距离接收阵元越远,能量越发散,导致幅值减小。在12 mm之后幅值变化不再规律,可确定该高度为该频率下涡旋超声的有效检测深度。
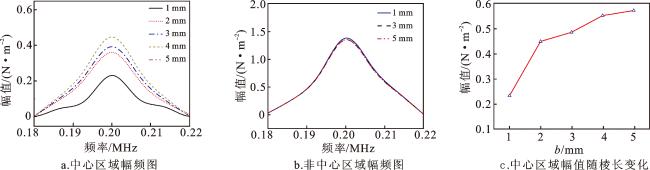
3.4 孔洞大小变化的信号对比
在涡旋超声频率为0.1 MHz、孔洞位置为(0,6,10)的条件下,将孔洞的棱长由b=1 mm逐步增加到b=5 mm,间隔为1 mm,进行多组涡旋超声检测仿真研究,相应的结果如图7所示。随着孔洞体积的增大,中心区域幅值提高,但仍不会引起非中心区域时域波形的变化。其原因在于孔洞体积增大后,涡旋超声沿轴向的相消波更加不稳定,能量变化更为明显,最终使接收到的二次谐波信号幅值更大。
3.5 球孔模拟仿真
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
球孔模拟结果表明,随着发射涡旋超声阵元排布范围的增大,有效径向检测范围也扩大至25 mm,其变化规律与方形孔基本一致。球孔的存在会导致中心区域幅值发生明显变化,未来可据此制定检测范围内阵元的排布方式。在有效检测范围内,幅值随径向位置的增加而逐渐减小,随深度增加远离接收阵元时幅值逐渐降低。同时,球孔体积增大时幅值也随之增大,这一结果与前述研究结果相一致,与方形孔洞不同之处在于,球孔的幅频图非对称性,出现这种情况可能是数值网格的离散误差所导致,因为数值网格和直角的孔洞相匹配,而球形在边界处锯齿化离散,从而导致球孔的结果出现了非对称性。
4 结论
本文将涡旋超声技术引入无损检测领域,采用相位编码方式生成涡旋声场,实现对钛合金材料中孔洞缺陷的无损检测。系统探究了孔洞存在与否、孔洞位置变化及体积变化对涡旋超声中心区域和非中心区域接收信号的影响规律。结果表明,孔洞的存在只会引起中心区域时域波形的明显变化,导致幅值显著变化,而对非中心区域的时域波形几乎无影响,因此只需在涡旋中心设置接收探头,即可检测钛合金材料内部的孔洞;中心区域幅值随径向位置增加而减小,随深度增加远离接收阵元时逐渐降低,从而界定了涡旋超声检测方法的有效径向和深度检测范围。孔洞体积变化对中心区域幅值影响最大,体积越大,幅值越高,表明涡旋超声技术有望通过中心幅值大小定性评估孔洞尺寸。综上,涡旋超声在钛合金孔洞缺陷检测中具有良好的可行性,后续工作将进一步开展相关实验验证,深入研究涡旋超声的更多特性及理论。