

碳化硅颗粒增强铝基(SiCp/Al)复合材料因优异的高比强度、高耐磨性和高导热性,在汽车制造、航空航天、电子封装等领域具有重要应用价值。特别是在无人机载光电平台等高端装备中,SiCp/Al复合材料的性能直接影响设备的可靠性和寿命[1-2]。然而,由于其高硬度和脆性,加工过程中常出现表面质量差、裂纹和微凹坑等缺陷,这些缺陷降低了部件的疲劳寿命,甚至存在失效的风险,严重制约了其广泛应用[3-5]。为解决此类问题,传统切削加工往往采用较低的进给参数,但这导致加工效率低下,难以满足现代工业的需求[6]。
旋转超声磨削加工是近年来发展迅速且具有广阔应用前景的加工工艺。该加工方法将传统超声加工和传统磨削加工的材料去除机理相结合,在高硬度材料加工中表现出显著优势,可有效提高材料去除效率和加工表面质量[7]。董国军等[8]对不同切削条件下旋转超声加工钛合金材料表面残余应力的影响进行了研究,结果表明随超声振动的引入,磨粒高频冲击工件表面,使旋转超声加工工件表面残余应力均大于传统磨削,有助于提高材料抗疲劳性能。现有研究表明,在SiC陶瓷和SiCp/Al复合材料加工方面,旋转超声磨削加工也具有较大优势。Ding等[9]开展了旋转超声磨削SiC陶瓷实验,发现加工过程中的磨削力显著降低,加工后的工件表面轮廓波动高度及其表面粗糙度都有不同程度的降低。Zhou等[10]对SiCp/Al复合材料加工表面质量、刀具磨损和磨料切屑形状进行了研究,结果表明通过旋转超声磨削加工方式,表面粗糙度可平均降低11.53%。
不同体积分数SiCp/Al材料的硬度和弹性模量等机械性能存在明显差异。Xiang等[11]采用单颗金刚石颗粒对体积分数为25%、40%、55%和70%的材料进行了划擦对比实验,发现划痕轮廓宽度随着体积分数的提高而明显增加,这说明体积分数对于加工有重要影响。然而,现有研究多集中于低体积分数(10%~25%)的SiCp/Al材料[12],对高体积分数(45%~75%)的加工研究相对较少。此外,关于不同体积分数对旋转超声磨削加工过程的影响机理尚未有系统研究,这限制了该工艺在高体分SiCp/Al材料加工中的进一步优化和应用[13-14]。
因此,本文针对不同体积分数的SiCp/Al材料,系统研究了旋转超声磨削加工过程中各加工参数对表面形貌和表面粗糙度的影响。通过多组单因素实验,分析了旋转超声磨削对表面质量的影响规律,为高体分SiCp/Al复合材料的精密加工提供了理论依据和技术支持。
1 材料与方法
1.1 材料
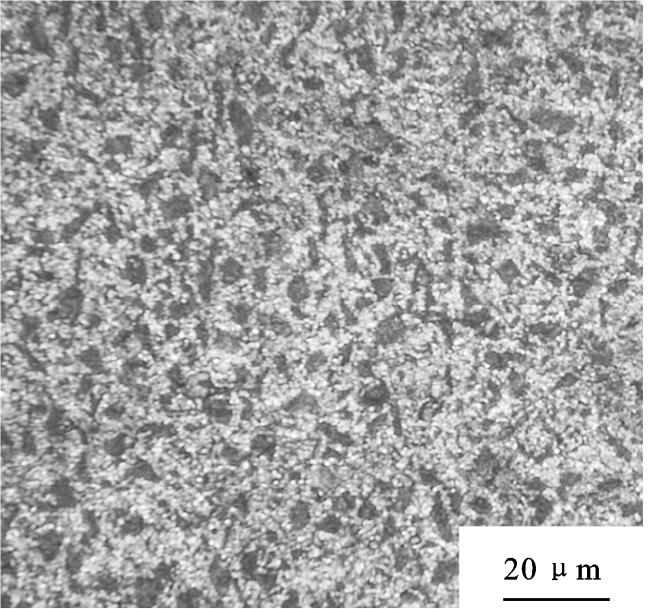
实验材料采用高体积分数SiCp/Al,加工工件基体为6061铝合金。该复合材料通过粉末冶金方法制备,使强化相SiCp颗粒被均匀包覆,从而获得高比强度、高耐磨性和高导热性的性能。材料经研磨抛光后的显微形貌如图1所示,从中可看出形状不规则的SiCp颗粒均匀分布在铝合金基体中,其直径约为5 μm。
为研究旋转超声磨削加工对不同体积分数SiCp/Al的影响,实验选用了体积分数分别为45%和60%的SiC颗粒增强铝基复合材料作为工件材料。所有工件均经过T6状态热处理,以提高其硬度和强度,并通过线切割加工成尺寸为50 mm×50 mm×5 mm便于后续的加工实验。其力学性能如表1所示。
表1 SiCp/Al工件参数Tab.1 Parameters of SiCp/Al workpiece |
| 参数 | 体积分数为45% 的复合材料 | 体积分数为60% 的复合材料 |
|---|---|---|
| 抗拉强度/MPa | 580 | 640 |
| 屈服强度/MPa | 520 | 600 |
| 硬度/HBW | 240 | 290 |
| 弹性模量/GPa | 160 | 190 |
| 热膨胀系数/(℃-1) | 1.15×10-5 | 9.5×10-6 |
| 密度/(g·cm-3) | 2.93 | 2.98 |
注:硬度测量为布氏硬度,压头材料为碳化钨。 |
1.2 旋转超声磨削材料去除机理
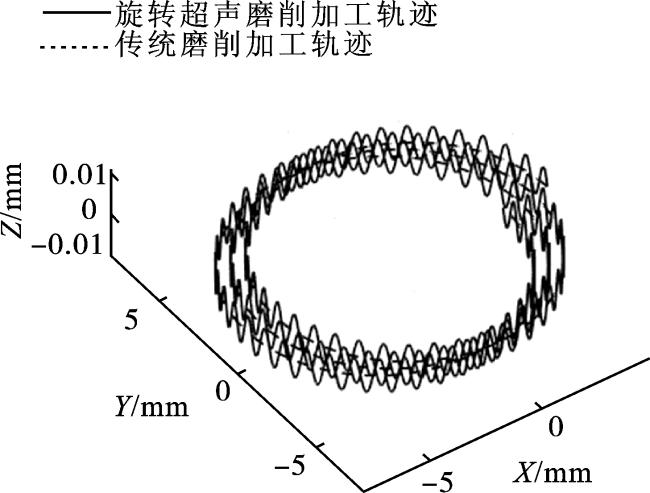
在旋转超声磨削加工过程中,单颗金刚石磨粒在X方向上进行进给运动,并在XY平面内实现高速旋转。同时,磨粒沿Z方向以20 kHz的超声频率进行振动。磨粒在X、Y和Z 3个方向上的运动轨迹可以通过以下方程进行描述:
式中:R为磨削工具半径;f为超声波振动频率;t为加工时间;ω为刀具旋转角速度;AZ为超声振幅;vw为进给速度。
图2为根据公式(1)运用MATLAB仿真出的单颗磨粒的运行轨迹。从图中可以看出,传统磨削加工下磨粒沿着XY面螺旋前进运动,而旋转超声磨削加工的运动轨迹是三维轨迹,刀具磨粒沿XY面螺旋前进的同时沿着Z方向的超声振动。超声作用下,刀具侧面磨粒在Z方向上运动轨迹长度增加,因而有利于切向的材料去除;而端面的磨粒在Z方向上形成的超声冲击作用也有助于SiCp颗粒的去除。在该轨迹下,连续的切削轨迹变为断续切削,从而降低加工过程中的切削力,提高加工系统的稳定性。
1.3 实验装置
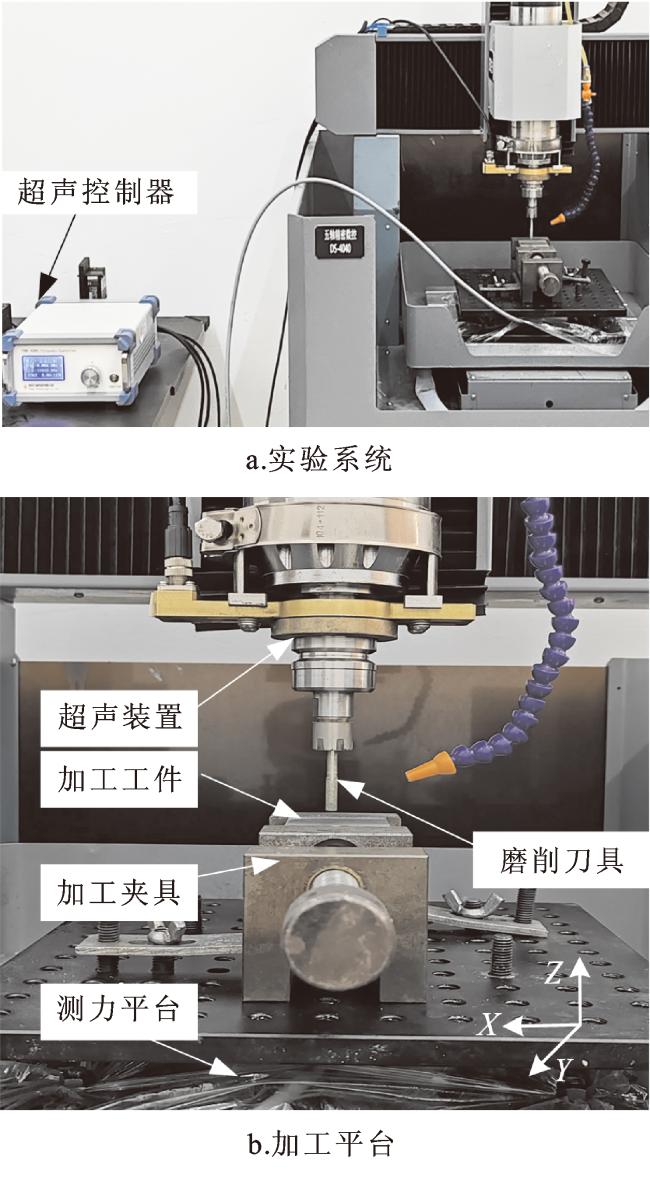
为实现上述加工方案,在普通加工机床的基础上增设旋转超声加工装置,包括超声刀柄和超声控制器(见图3)。超声刀柄可以实现在旋转加工时,刀具沿Z方向同时进行超声振动。超声刀柄通过ER16夹头对磨削刀具稳固夹持。超声控制器具有超声开关和振幅调节旋钮。开关可以实现传统磨削加工和旋转超声磨削加工的转换。调节旋钮可实现超声振幅调节,加工时系统进入半闭环工作模式,通过在线检测刀具的超声波参数,结合自动控制算法,自动完成刀具超声参数检测、谐振频率追踪和振幅稳定控制,确保加工过程中刀具按照设定振幅稳定振动,从而实现超声振幅在8 μm范围内稳定可调。超声刀柄由超声耦合器间接供电。该耦合器可实现超声电源的无线传输,使得机床可以在最高25 000 r/min的转速下保持稳定的电源传输。
在加工过程中,磨削刀具相对于工件的运动可以视为3种运动方式的复合:X方向的进给运动;以刀具轴线为中心的旋转运动;沿Z方向的超声振动。在旋转超声磨削加工过程中,分布在刀具表面的磨粒在超声振动与高速旋转的共同作用下,不断对工件表面进行切削,从而实现材料的高效去除。加工过程中采用质量分数为5%的乳化液作为切削液,有助于切屑的排出和刀具的冷却。
由于SiCp/Al是一种高硬度材料,实验采用了金属烧结金刚石磨具作为加工刀具。刀具的刀柄和磨头直径均为6 mm。磨头为中空结构,并设有切屑排出槽,便于加工过程中切屑的排出。磨头由青铜烧结的硅金刚石复合材料制成,磨粒直径约为150 μm。为实现加工过程中切削力的测量,夹持工件的虎钳未直接安装在机床上,而是固定在装有测力仪的转接平台上,从而保证加工过程中能够实时测量X、Y和Z方向的切削力。
1.4 参数设置
由于超声振幅(AZ)、进给速度(vw)、刀具转速(vs)及切削深度(ap)是加工过程中可控且关键的加工参数,因此在实验中将其作为实验因素。受限于超声设备的功率,AZ的最大值为8 μm,因此选取0~8 μm作为超声振幅的变量范围。旋转超声磨削加工系统的最大转速为25 000 r/min,因此选取0~21 000 r/min的范围作为vs的参数变量。vw和ap两个加工参数的实验范围依据文献[15]进行选择。
实验采用单因素法,即每组实验仅将一个因素作为变量,其余参数保持不变。为研究旋转超声磨削和传统磨削对不同体积分数SiCp/Al复合材料的加工差异,除上述加工参数外,将加工方式及材料类型也设为单因素实验因素之一。实验的具体参数设置见表2。为保证可比性,同组实验在相同的Y位置,沿机床X方向连续进给6 mm,直至完成同组内所有因素变量的加工实验。不同组的加工则选取不同的Y向位置,以保持各组实验的独立性。为确保实验精度,每组实验进行3次重复试验,并以3次实验的平均值作为分析结果。
表2 实验条件Tab.2 Experimental conditions |
| 因素 | 取值或类别 |
|---|---|
| 体积分数 | 45%、60% |
| 加工方式 | 旋转超声磨削、传统磨削 |
| 刀具转速vs/(r·min-1) | 6 000、9 000、12 000、15 000、 18 000、21 000 |
| 进给速度vw/(mm·min-1) | 20、60、100、140、180、220 |
| 切削深度ap/mm | 0.01、0.02 |
| 超声振幅AZ/μm | 0、2、4、6、8 |
实验中表面粗糙度通过表面粗糙度测量仪(DANA,型号TR200,中国)测量。为保证测量的准确性,采样次数设定为5次,单次采样长度为0.8 mm,总采样长度为4 mm。用参数Ra来表征表面粗糙度。为研究表面质量影响机理,实验过程中需对切削力进行测量。通过测力仪(ME,型号ME-K3D120,德国)将切削过程的力信号转变为电信号,电信号通过电荷放大器进行放大处理。电荷放大器通过USB接口与电脑端连接,通过ME公司配套的软件进行显示和读取。加工后的表面形貌通过扫描电子显微镜(Gemini SEM 300,德国)进行观察。
2 结果分析
2.1 表面形貌
为探究不同加工方式及SiCp/Al复合材料中增强相体积分数对加工表面形貌的影响,本研究在固定工艺参数(主轴转速15 000 r/min、进给速度140 mm/min、磨削深度0.01 mm)条件下,进行了系统的对比实验。首先,对比分析了传统磨削与旋转超声磨削对45%体积分数SiCp/Al复合材料表面成形机制的差异。在此基础上,进一步比较了旋转超声磨削下45%与60%两种不同体积分数复合材料的加工表面形貌。
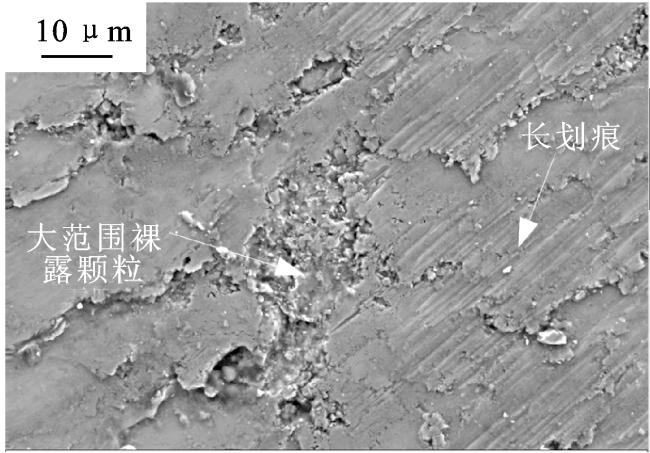
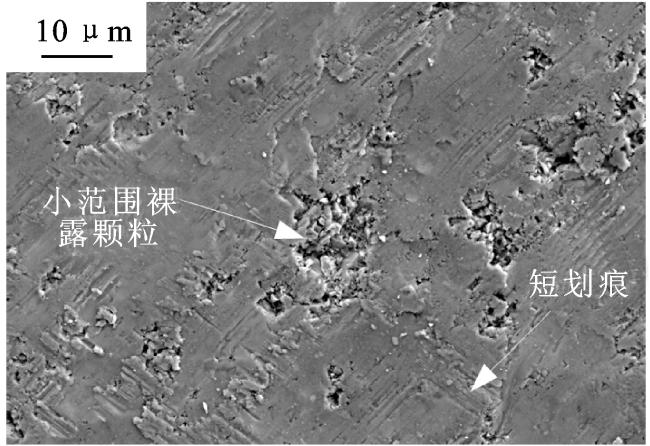
传统磨削加工45%体积分数SiCp/Al的扫描电子显微镜(scanning electron microscope, SEM)微观形貌如图4所示。由于传统磨削的刀具磨粒在水平方向上时连续周期性运动,铝合金基体在磨粒的旋转进给作用下留下了长且连续的划痕。金刚石磨粒在切削过程中水平推动和挤压基体和颗粒,部分表层的颗粒脱落或拔出形成孔洞。由于传统模型的熨压效应不明显,金属表面存在大面积的裸露SiC颗粒。
2.2 表面粗糙度
表面粗糙度Ra是加工质量的重要指标,因此对各加工参数对粗糙度Ra的影响进行了分析。图7为加工参数vw=140 mm/min、vs=15 000 r/min、ap=0.01 mm时Ra随超声振幅的变化情况。从图中可以看出,相同超声振幅下60%体积分数的SiCp/Al材料表面粗糙度比45%体积分数的材料更高。从表面形貌分析得知,和45%体积分数的SiCp/Al相比,60%的体积分数SiCp/Al在加工后表面存在更多的SiC颗粒裸露,铝合金基体研磨覆盖作用也相对更低,因此其表面粗糙度也更高。
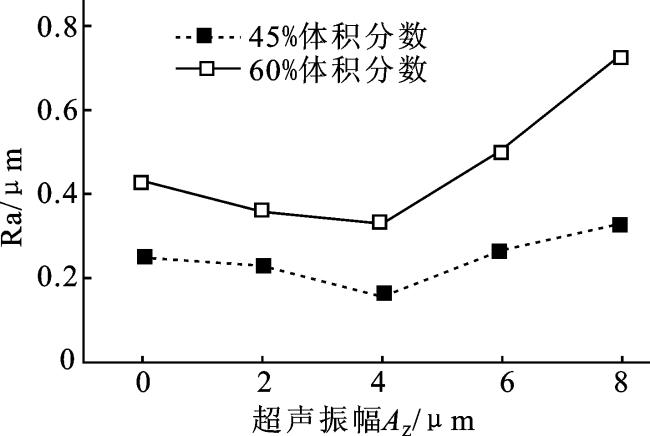
当超声振幅AZ从0增加到8 μm时,表面粗糙度先降低后升高。在AZ为2 μm和4 μm时,两种体积分数材料通过旋转超声磨削加工后的表面粗糙度Ra明显低于传统磨削加工(AZ=0 μm)。当AZ为4 μm时,Ra达到最低,此时相比传统磨削,45%和60%体积分数的SiCp/Al材料Ra分别降低了32.1%和21.4%。根据旋转超声磨削的材料去除机理,超声磨削产生的是三维运动轨迹。当Z方向超声脉冲的振幅过大时,材料表面的SiC颗粒破碎程度增加,颗粒脱落也会增多。因此,从图7中可以看出,当AZ超过6 μm时, Ra反而有所增加,甚至超过了传统磨削加工的表面。
图8所示为加工参数vw=140 mm/min、AZ=4 μm、ap=0.01 mm时,表面粗糙度随刀具转速vs的变化情况。由于SiC颗粒体积分数的提高,加工后表面SiC颗粒裸露增加并且铝合金基体研磨覆盖作用有所降低。从图中可以看出,相同vs加工参数下,60%体积分数SiCp/Al比45%体积分数SiCp/Al的Ra平均高1.5倍。当vs从6 000 r/min增加至15 000 r/min时,45%和60%体积分数的SiCp/Al材料的Ra分别降低至原先的37.5%和71.4%。这主要是由于旋转速度的提升增加了单个磨粒切削材料的频率,从而降低了单次切削厚度,导致表面相对光滑。然而,随着vs的继续增加,加工稳定性逐渐降低,表面粗糙度下降趋势不再明显。
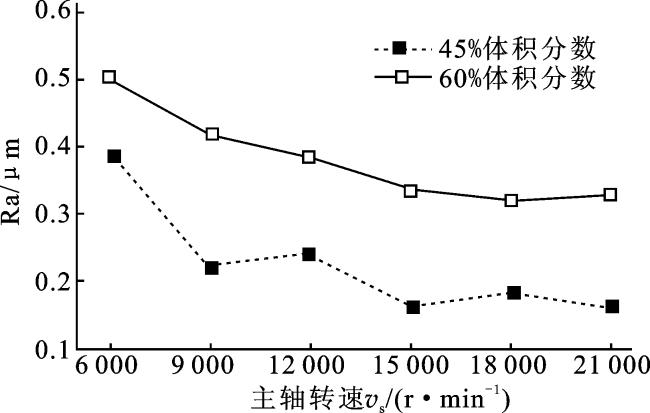
图9所示为加工参数vs=15 000 r/min、AZ=4 μm、ap=0.01 mm时,表面粗糙度随进给速度vw的变化情况。当vw从20 mm/min增加到220 mm/min时,两种体积分数的SiCp/Al材料的Ra都随vw的增加而增加。当vw从0增加到140 mm/min时,Ra相对比较平整。随着进给速度增加,冷却效果逐渐下降,表面过热会导致加工环境的恶化,进而对表面粗糙度产生负面影响。但当vw从140 mm/min增加到220 mm/min时,Ra上升更为明显。45%和60%体积分数在220 mm/min进给速度下的Ra比140 mm/min时分别增加了28.6%和31.2%。
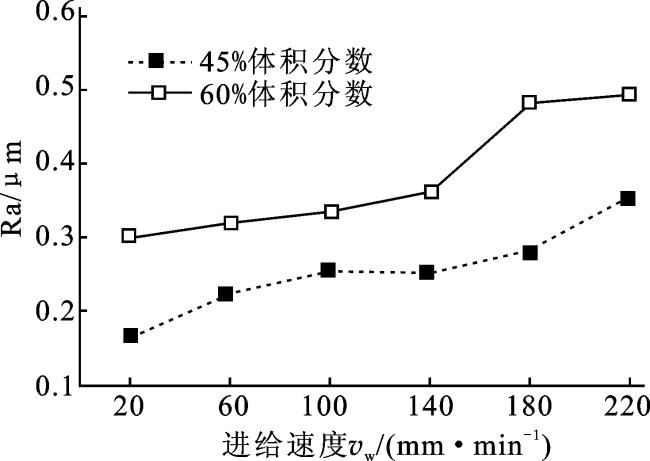
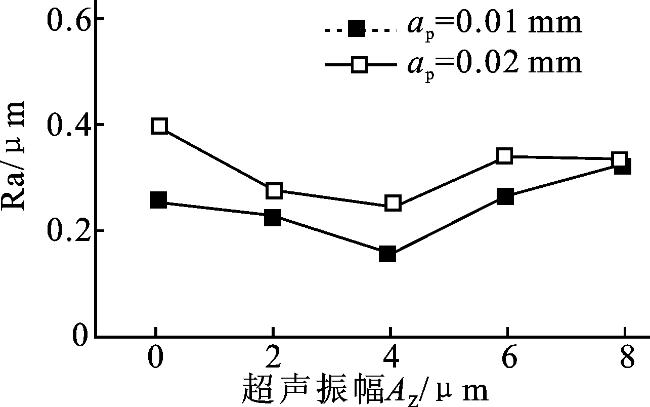
图10为体积分数为45%的SiCp/Al材料在加工参数vw=140 mm/min、vs=15 000 r/min、ap分别为0.01 mm和0.02 mm时,表面粗糙度Ra随超声振幅AZ的变化情况。从中可以看出加工表面Ra随着ap的增加而增大。由于随着ap的增加,磨粒的切削量增加引起切削力的增加,这将导致加工系统稳定性下降,从而引起粗糙度的上升。传统磨削(AZ=0)情况下,切削深度从0.01 mm增加到0.02 mm时,Ra增加了43.6%;但旋转超声磨削加工的增加量相对较小。当超声振幅达到8 μm时,两种切削深度的Ra几乎相同。
3 旋转超声磨削加工对表面质量的影响机理
在单颗粒磨削过程中,涉及铝基体的塑性去除以及SiC颗粒的裂纹萌生、扩展和脆性断裂。从前述加工表面的SEM观测结果可以看出:加工时材料中的铝合金基体与SiC颗粒的材料去除机制存在差异,铝合金基体主要以塑性去除为主,SiC颗粒则以脆性断裂为主。基于这一特征,可以根据磨削工具中金刚石与SiC颗粒的接触情况,将旋转超声磨削加工过程中的加工状态分为图11所示的5种情形。
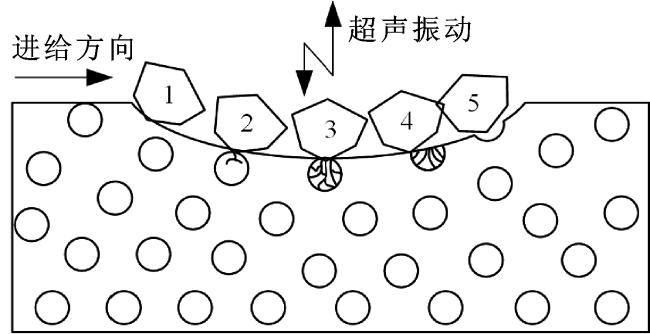
第1种情形是金刚石磨粒仅与铝基体接触而未与SiC颗粒接触,此时材料的去除方式仅为塑性去除。超声作用使端面磨粒的连续切削转变为间歇切削,从而便于切削液进入切削区域,切屑也更易排出。同时,超声作用增强了铝基体对研磨覆盖的作用,部分覆盖了裸露的SiC颗粒,从而有助于降低加工表面的粗糙度。
第2种为轻微接触情形,此时超声的冲击作用力较弱,使得SiC颗粒开始产生裂纹但尚未完全破碎。
第3种情形为金刚石磨粒与SiC颗粒发生深度接触。在超声冲击作用下,SiC颗粒内的裂纹持续扩展,直至基本破碎。
第4种情形为金刚石磨粒与在前一轮磨削过程中已基本破碎的SiC颗粒接触,此时仅需将已破碎的颗粒刮除,因此切削力较传统磨削工艺更小,有助于降低表面粗糙度。对于60%体积分数的SiC/Al材料,其SiC颗粒密度较高,超声冲击下颗粒间应力集中更加显著,裂纹扩展更加迅速,导致颗粒破碎并易于脱落;而45%体积分数的SiC/Al材料,铝基体比例较高,能够有效缓冲冲击力并覆盖破碎颗粒,从而减少表面缺陷。
在第5种情形下,颗粒大部分裸露在外,仅有少部分嵌入基体。在超声波和旋转进给的双重作用下,易引发颗粒脱落,从而产生凹坑,脱落的颗粒可能划伤表面,或再次嵌入铝基体。随着SiC/Al材料体积分数的增加,此类脱落和划伤的概率也随之上升,因此导致表面粗糙度增加。这一现象在表面形貌实验中亦可观察到,60%体积分数SiC/Al材料的划痕明显多于45%体积分数的SiC/Al材料。
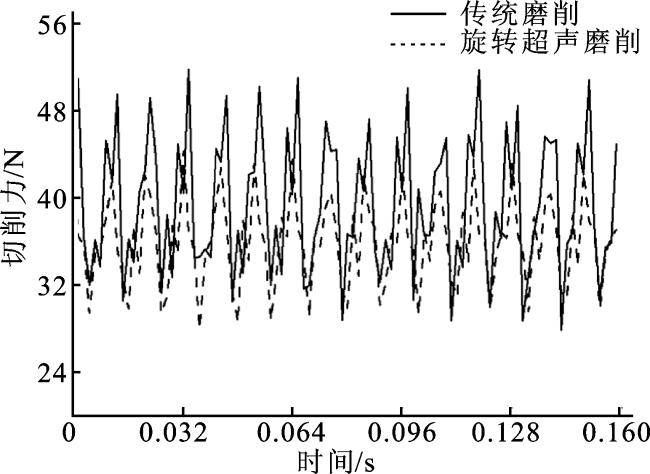
除了超声波对颗粒破碎的增强作用导致旋转超声磨削表面质量提升外,旋转超声磨削的间歇性切削引起的切削力降低也是表面质量提升的重要原因。加工过程中的切削力通过三向测力仪进行了实时测量,测力仪将力信号转化为电信号输出,并通过电荷放大器对信号进行放大处理,然后通过数据接口传输至计算机端进行数据采集。由于磨削进给速度较低,X向和Y向的切削力较小,容易受到机床振动等因素的干扰,因此主要对Z向的切削力进行了提取和分析。 图12展示了在vw=140 mm/min、vs=15 000 r/min、ap=0.01 mm、AZ=4 μm时的旋转超声磨削加工和传统磨削加工的磨削力对比,从中可以看出,旋转超声磨削在断续切削方式下可以有效降低切削力。根据统计数值进行计算,当前加工参数条件下,传统磨削的平均切削力为39.7 N,而旋转超声磨削的切削力只有35.9 N,平均切削力降低了9.6%。较低的切削力也可以使加工系统更稳定,有利于表面质量的提升和粗糙度的降低。
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
4 结论
本文通过旋转超声磨削和传统磨削方法,对体积分数分别为45%和60%的高体分SiC/Al复合材料进行了对比实验,重点分析了不同加工参数对两种体积分数SiC/Al复合材料加工表面形貌和表面粗糙度的影响。研究结果表明:
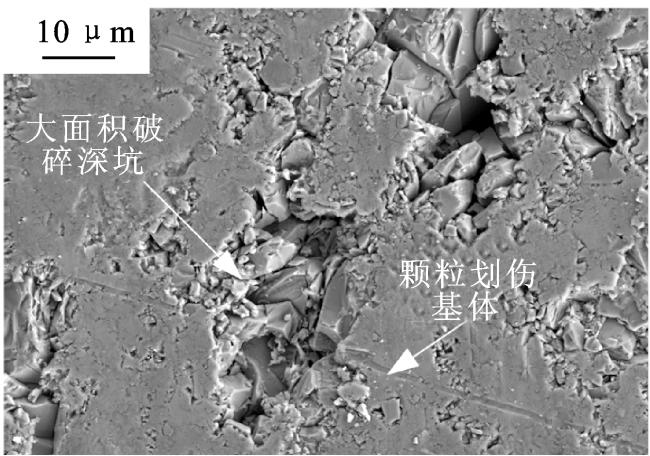
1)与传统磨削相比,振幅为4 μm的旋转超声磨削加工SiC/Al复合材料时,工件表面形貌更加光滑整洁。在超声振动作用下,刀具磨粒与工件之间形成间歇性切削,从而产生更短的划痕。超声振动带来的熨压效应使得暴露孔洞的面积减小,但刀具轴向的超声冲击作用导致孔洞深度增加。60%体积分数材料的表面缺陷较多,部分SiC颗粒的脱落会造成基体划伤。
2)在相同加工参数下,体积分数为60%材料的表面Ra更高。超声振幅大小对表面粗糙度具有较大影响。采用振幅在4 μm以内的旋转超声磨削可有效降低表面Ra。此外,提高主轴转速、降低进给速度或切削深度也能改善表面Ra。
3)旋转超声磨削的运动轨迹为三维轨迹,磨粒在Z方向的超声冲击和间歇切削效应使平均切削力降低9.6%。表面形貌由铝基体的塑性去除和SiC颗粒的脆性断裂共同决定,具体形态取决于磨粒与SiC颗粒的接触情况。
本研究系统分析了高体分SiC/Al材料在旋转超声磨削中表面质量的影响机理,揭示了旋转超声磨削中不同体积分数SiC/Al与传统磨削的加工差异。研究结果为高体分SiC/Al材料的精密加工提供了理论依据,并为优化加工参数的选取奠定了基础。