

轴承既是机床、风电设备、航空发动机等各类机械装备中的支撑旋转部件,也是减少摩擦并保障运动精度的核心基础部件,其运行状态直接关系到设备的整体可靠性、安全性与使用寿命。通常,轴承的服役环境较为恶劣,不仅要面临高转速、高温工况,还需承受复杂载荷环境(包括:静载荷与动载荷)。上述因素均易导致轴承内部产生损伤。据统计,80%以上的发动机机械故障源于转动部件失效,而在这些转动部件故障中,约50%由轴承问题引发[1]。因此,为提升设备的安全运行水平,建立高效且精确的轴承内部损伤检测与成像方法,具有重要的理论与应用价值。
目前,轴承的无损检测方法主要包括磁粉检测[2-3]、机器视觉检测[4-5]及超声波检测等。磁粉检测与机器视觉检测多用于检测轴承表面及近表面的开口缺陷,二者虽操作简便,但对内部深层缺陷的识别能力有限。此外,机器视觉检测虽然检测效率较高,但前期需依靠大量数据训练。超声波具有穿透力强、适用范围广、对缺陷灵敏度高等优势,因此被广泛应用于无损检测中[6-8]。例如,吕俊文等[9]采用水浸聚焦超声技术实现了轴承套圈内部缺陷的检测,利用小波变换阈值法对采集的信号进行去噪,并通过优化系统结构参数,成功检测出直径为0.5 mm的内孔缺陷。范振中等[10]采用水浸超声技术对轴承外圈进行超声扫查,利用小波包分解提取检测信号频带能量作为缺陷特征值,有效实现了缺陷识别。上述超声无损检测方法虽然能够实现轴承内部损伤的检测,但整体检测效率偏低,需配合扫查架才能完成轴承的扫查检测。
近年来,超声相控阵技术发展迅速,通过精准控制阵列换能器中各阵元的激发时间与相位,可实现声束的动态聚焦、偏转及多角度扫查,有效克服了传统超声检测需依赖机械扫查的局限性。李一轩等[11]和汪小凯等[12]均采用水浸超声相控阵检测工艺,分别对轮毂轴承及大型轴承套圈进行缺陷检测,通过研究液固耦合曲面结构中阵列声场的分布规律及探头参数对声场的影响,显著提升了缺陷分辨率。目前,轴承超声相控阵检测技术以水浸法为主,但水浸式超声检测设备要求较为严苛,且难以实现轴承的原位检测。因此,亟须开发一种适用于曲面轴承构件并具备高信噪比缺陷检测能力的超声相控阵检测技术。
针对具有复杂曲面结构的轴承,本文提出了一种基于延迟相乘叠加(delay multiply and sum,DMAS)算法的高信噪比超声成像方法,实现轴承内部损伤的高效检测。该方法结合楔块与超声相控阵换能器,通过超声斜入射方式实现轴承的原位检测。引入全聚焦成像算法(total focusing method,TFM)与DMAS算法进行内部缺陷成像,同时结合轴承曲面特征对上述算法进行曲面修正,从而实现缺陷成像的高精度重构。为了更全面地比较各成像方法的成像质量,本研究采用信噪比(signal-to-noise ratio,SNR)和阵列性能指标(array performance index,API)等定量参数对缺陷成像质量进行了系统对比。该方法不仅能够强化缺陷的成像特征,使其呈现更加清晰直观,同时也在一定程度上提升了检测的可靠性,降低了漏检和误判的发生概率。
1 超声成像算法模型
1.1 双层介质中超声斜入射的全聚焦成像算法
图1为双层介质中超声斜入射的全聚焦成像示意图。以换能器左端第1个阵元晶片为坐标原点O,水平方向为x轴,竖直方向为z轴。设相邻2个阵元晶片中心的距离为dc,总阵元数为N,楔块倾角为θ,则换能器各阵元中心的坐标可以表达为
xi=dc(i-1)cos θ,i∈N,
zi=dc(i-1)sin θ,i∈N。
式中,xi、zi分别表示第i个阵元中心的横、纵坐标位置。
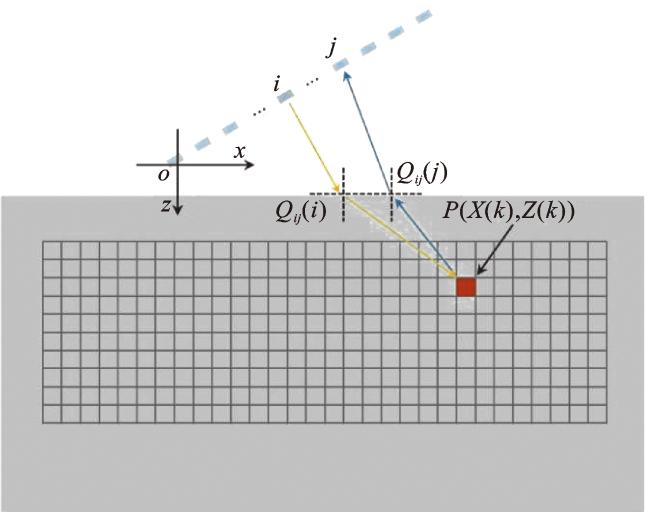
超声信号在双层介质中的传播路径如下:超声波由第i个阵元晶片发射,经楔块传播后在楔块和工件的耦合界面处发生折射,形成折射点Qij(i),随后进入被测工件内部并传播至聚焦点P;由聚焦点P处反射的回波再次到达耦合界面,在该界面处形成折射点Qij(j),最终返回并被第j个阵元晶片接收。其中,Qij(i)及Qij(j)的下标i,j表示该折射点所对应的完整声束传播通道,其起点为第i个发射阵元、终点为第j个接收阵元;括号中的i与j用于区分传播路径中的不同折射阶段,分别表示发射路径(由第i个阵元至聚焦点P,图1中黄色路径表示)与接收路径(由聚焦点P至第j个阵元,图1中蓝色路径表示)上的折射点。相应地,xij(i)、zij(i)分别表示折射点Qij(i)的横、纵坐标,xij(j)、zij(j)分别表示折射点Qij(j)的横、纵坐标,X(k)、Z(k)分别表示聚焦区域内某一聚焦点P的横、纵坐标位置,k为成像区域内聚焦点的总个数。
所以超声信号从第i个阵元到聚焦点P的发射路径距离d1以及从聚焦点P返回至第j个阵元的传播路径距离d2分别表示为
d1= $\sqrt[ ]{[{x}_{i}-{x}_{ij}{\left(i\right)]}^{2}+[{z}_{i}-{z}_{ij}{\left(i\right)]}^{2}}$ + $\sqrt[ ]{\left[{x}_{ij}\right(i)-X{\left(k\right)]}^{2}+[{z}_{ij}\left(i\right)-Z{\left(k\right)]}^{2}}$ ,
d2= $\sqrt[ ]{\left[X\right(k)-{x}_{ij}{\left(j\right)]}^{2}+[Z\left(k\right)-{z}_{ij}{\left(j\right)]}^{2}}$ + $\sqrt[ ]{\left[{x}_{ij}\right(j)-{x}_{j}{]}^{2}+[{z}_{ij}\left(j\right)-{z}_{j}{]}^{2}}$ 。
在得到信号整体的传播路径之后,传播过程中声束发射阶段传播时间t1及接收阶段传播时间t2可以分别表示为
t1= $\frac{\sqrt[ ]{[{x}_{i}-{x}_{ij}{\left(i\right)]}^{2}+[{z}_{i}-{z}_{ij}{\left(i\right)]}^{2}}}{{c}_{1}}$ + $\frac{\sqrt[ ]{\left[{x}_{ij}\right(i)-X{\left(k\right)]}^{2}+[{z}_{ij}\left(i\right)-Z{\left(k\right)]}^{2}}}{{c}_{2}}$ ,
t2= $\frac{\sqrt[ ]{\left[X\right(k)-{x}_{ij}{\left(j\right)]}^{2}+[Z\left(k\right)-{z}_{ij}{\left(j\right)]}^{2}}}{{c}_{2}}$ + $\frac{\sqrt[ ]{\left[{x}_{ij}\right(j)-{x}_{j}{]}^{2}+[{z}_{ij}\left(j\right)-{z}_{j}{]}^{2}}}{{c}_{1}}$ 。
式中:t1为声束从激励端到达聚焦点P所需时间;t2为声束从聚焦点P反射到接收阵元所需时间;c1为超声波在楔块内部的声速;c2为超声波在被测工件内部的声速。
tmin=(t1+t2)min。
式中,tmin表示声束传播的最短飞行时间,即超声脉冲由某发射阵元出射,经聚焦点反射,再抵达相应接收阵元所需时间的最小值。
为了与后续的曲面修正方法内容相衔接,采用上述过程对发射路径以及接收路径上的折射点Qij(i)和Qij(j)坐标进行求解,得到每一个激励声束信号在耦合界面处的折射点的坐标后,分别代入式(5)和式(6)便可得到超声信号的总飞行时间。根据信号的飞行时间得到相应的像素点幅值,则第k个聚焦点的像素点幅值强度Ik为
$I_{k}=\left|\sum_{i=1}^{N} \sum_{j=1}^{N} \mathscr{H}\left[S_{i j}\left(t_{i j}(k)\right)\right]\right| 。$
式中:Sij为采集到的对应路径超声信号;tij(k)为超声信号从第i个发射阵元经过第k个聚焦点反射后传播到第j个接收阵元的飞行时间;H为希尔伯特变换,表示对波形信号取包络;|*|表示对希尔伯特变换之后的数值取模。
1.2 延迟相乘叠加(DMAS)算法
为进一步实现高信噪比超声成像,本文引入了DMAS算法。该算法利用信号的空间相干性,通过对延时信号进行配对相乘再累加来放大相干信号(缺陷回波)和非相干信号(噪声)之间的差异,从而提高成像结果的信噪比[17]。与全聚焦成像算法类似,DMAS算法也是对延时后的阵元接收信号进行处理,不同的是DMAS算法考虑了各接收信号的空间相干性,在累加之前先对信号进行配合相乘非线性运算,该算法的公式为
Sij(t)=sign(si(t)sj(t))· $\sqrt[ ]{\left|{s}_{i}\left(t\right){s}_{j}\left(t\right)\right|}$ ,
yDMAS= $\sum _{i=1}^{N-1}\sum _{j=i+1}^{N}$ si(t)sj(t)。
式中:sign表示符号函数;si(t)与sj(t)分别代表第i、j个阵元在延时校正后的回波信号;N为阵元总数。
DMAS算法通过对各阵元接收信号进行双重求和运算,利用信号在空间上的相干性实现缺陷回波的增强与噪声抑制。但由于双重求和结构,使得算法计算复杂度为O(N2)(N为阵元数),实际应用中难以满足原位检测的实时性要求。
为兼顾相位信息的完整保留与数据处理效率,对原始回波的幅值进行p阶压缩操作。p阶压缩方法的核心思想是在保持信号相位信息不变的前提下,通过非线性幅值缩放简化运算过程,将原有的双重求和结构转化为单重求和,使计算复杂度降至O(N)。该方法在显著降低计算量的同时,仍能保留DMAS算法的相干增强特性,并有效抑制检测过程中引入的非相干谐波干扰[18]。改进后的算法表达式为
1.3 超声成像算法曲面修正
在对曲面工件进行检测时,超声波在曲面工件中传播时容易出现声波能量聚焦或扩散的现象[24],这导致工件内部缺陷检测信号的提取变得更加困难。此外,在声场边缘,易出现缺陷成像形态扭曲和漏检。针对轴承套圈等曲面结构内部损伤难以实现高分辨率成像与准确评估的难题,本研究在双介质超声成像框架的基础上,通过引入曲率相关的传播校正策略,对传统延时计算方法进行了扩展,使得成像算法能够更准确地反映声波在曲面构件中的实际传播行为。
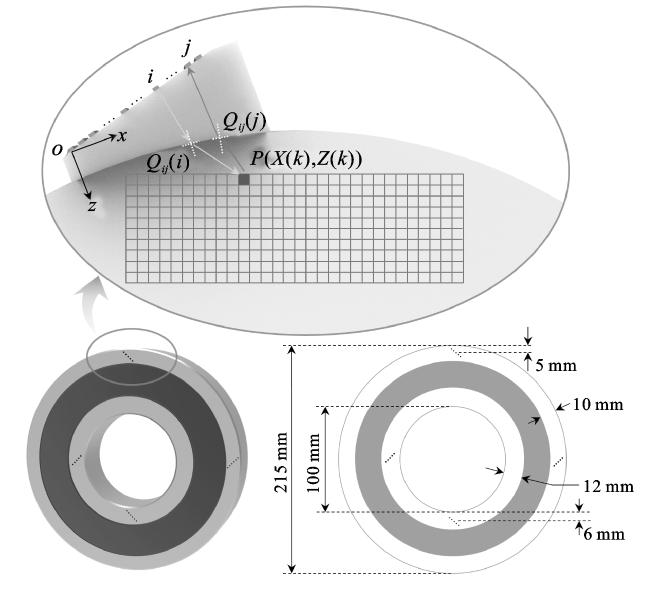
图2为基于超声斜入射的轴承缺陷超声相控阵成像原理图,以换能器左端第1个阵元晶片为坐标原点O,坐标轴x轴与楔块的斜面之间呈36°夹角且方向向右,z轴与楔块的斜面之间呈126°夹角且方向向下。
因此,式(1)和式(2)可以进一步表示为
xi=dc(i-1)cos $\left(\frac{36}{180}\pi \right)$ ,i∈N,
zi=dc(i-1)sin $\left(\frac{36}{180}\pi \right)$ , i∈N。
轴承外环曲面上各点的数学表达式为
z=- $\sqrt[ ]{107.{5}^{2}-(x-{x}_{0}{)}^{2}}$ +z0。
式中,x0、z0分别是轴承外环的圆心在该直角坐标系下的横、纵坐标。
将式(13)~(15)代入式(7)和式(8),即可计算得到各聚焦点对应的飞行时间tij(k)。随后,将飞行时间tij(k)分别代入式(9)和式(12),便可获得被检测轴承的全聚焦成像结果以及p-DMAS算法成像结果。
2 试样制备及实验设置
在实验中选用型号为NACHI 6320的滚珠轴承作为检测对象,如图2所示。该轴承钢材料为GCr15钢,轴承内环的直径为100 mm,外环的直径为215 mm,轴承的表面宽度为47 mm,内环厚度为12 mm,外环厚度为10 mm。分别在外轴承套圈和内轴承套圈上设计孔径1 mm的盲孔,实际孔径公差为±0.02 mm(实测范围0.98~1.02 mm);设计孔径2 mm的盲孔,实际孔径公差为±0.03 mm(实测范围1.97~2.03 mm),盲孔之间的间距为1 mm,盲孔的深度为10 mm。
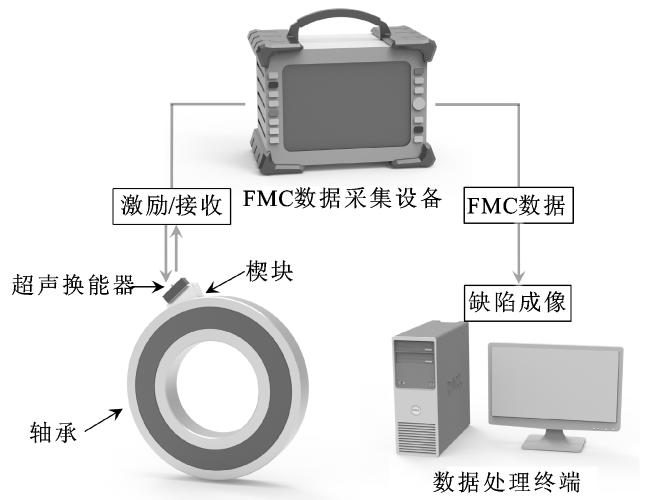
用于开展轴承外环内部缺陷成像的实验系统如图3所示。该平台主要由一维相控阵换能器、FMC数据采集设备以及数据处理终端构成。本实验所用FMC数据采集设备为三维层析低频全聚焦相控阵检测仪(型号:CTS-PA64CM),其核心技术参数为:采样位数10 Bit,激励电压20 V,采样频率62.5 MHz,可实现FMC数据的高精度捕获。换能器获取的超声回波经采集模块完成全矩阵数据的存储与整理,随后被传送至数据处理终端,用于后续的成像重建与结果分析,所有数据处理与成像重构均基于MATLAB R2019b软件平台完成,运行硬件为一台高性能计算工作站,具体配置为:Intel Xeon Gold 6230R CPU、512 GB内存及NVIDIA GeForce RTX 3080 Ti显卡,可满足大规模FMC数据的高效处理与成像算法的实时运算需求。
本实验采用横波对轴承外环内部缺陷进行扫查。超声成像分辨率与超声波波长直接相关,波长越短,分辨微小缺陷的能力越强。同等激发频率下,横波传播速度低于纵波,对应波长更短,更利于高分辨率成像,可用于细微缺陷及相邻缺陷边界的区分。此外,纵波中介质质点的振动方向与声波传播方向一致,能量主要沿传播方向扩散,在曲面介质中传播时更易受界面曲率变化影响,产生较强的模式转换与多次反射叠加,导致杂波成分显著增加,缺陷回波信噪比降低。相比之下,横波中介质质点的振动方向垂直于声波传播方向,其能量分布更易受控,声束聚焦性能更优,在曲面轴承构件中传播路径相对稳定,并且横波的剪切振动模式对垂直于或倾斜于检测面的缺陷(如盲孔侧壁)更为敏感[25-26]。
实验所用楔块为有机玻璃楔块,底面为凸曲面结构。超声横波在楔块中的传播速度为1 460 m/s,在轴承样品中的标定横波速度为3 230 m/s,楔块倾斜角度为36°。实验过程中,曲面有机玻璃楔块紧密贴附于被测轴承表面,选用凡士林作为耦合剂。耦合剂分别涂覆于被测表面与楔块底部之间以及超声探头和玻璃楔块之间,耦合剂通过单点挤压的方式再以均匀按压贴合的方式使其在界面内均匀铺展,排挤空气,在耦合表面之间形成连续、均匀且无气泡的薄层耦合介质。该耦合方式可减少界面反射并降低超声传播过程中的能量损失。贴合过程中,换能器与轴承表面的贴合压力以实验经验控制,在保证耦合层充分展开且无明显挤出或滑移的前提下进行测量,从而确保实验条件的一致性与结果的可重复性。超声波换能器的中心频率为2.5 MHz,采样频率为62.5 MHz,阵元数量为64,阵元宽度为0.5 mm,两阵元晶片中心的间距为0.6 mm。
3 结果及讨论
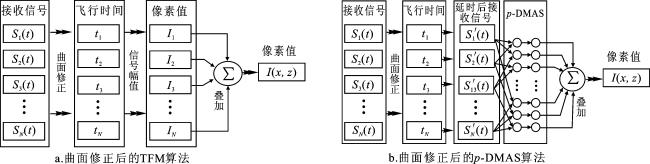
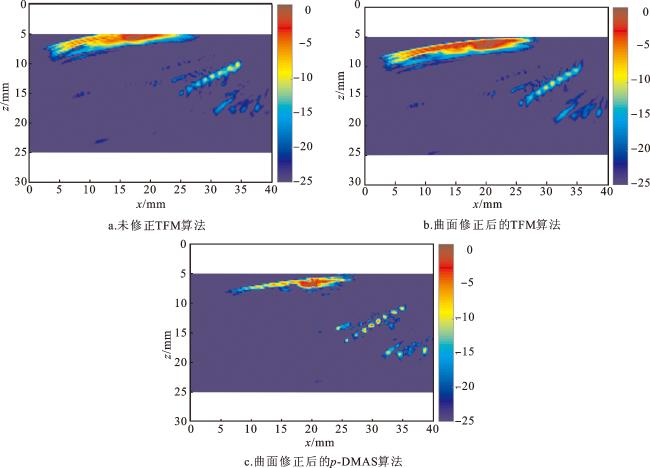
图5 不同算法下直径为1 mm的盲孔缺陷成像结果注:网络版为彩图。 Fig.5 Imaging results of 1 mm blind-hole defects under different algorithms |
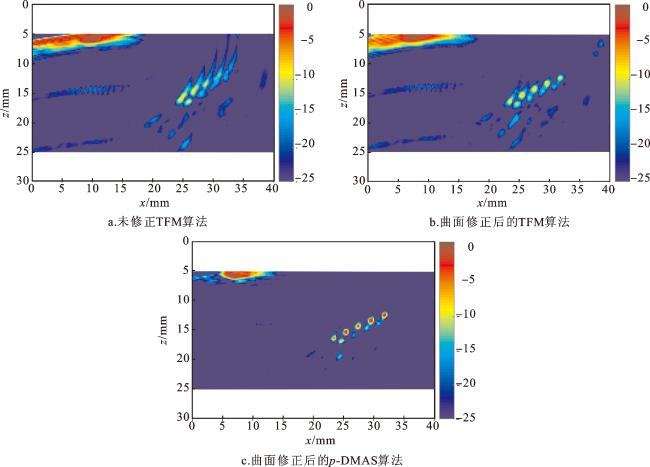
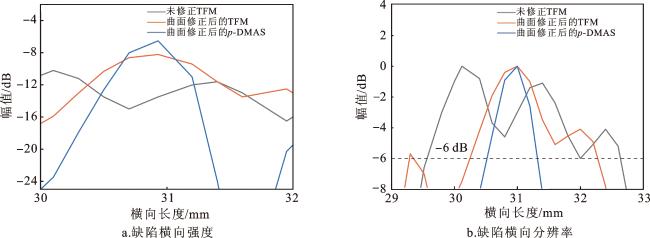
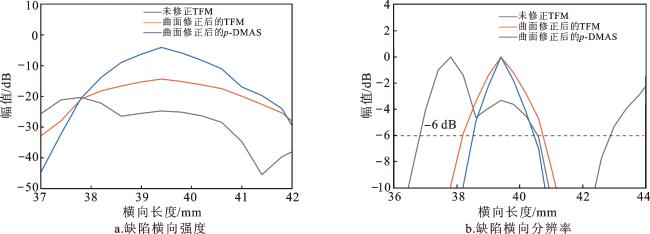
从图5c的成像结果中,选取自上而下第4个、直径为1 mm的盲孔缺陷以及图6c中自上而下第2个、直径为2 mm的盲孔缺陷位置处的衍射回波幅度和横向回波强度,据此绘制了图7和图8用于对比分析。其中,缺陷横向强度是指缺陷在水平方向上反射的超声回波信号的幅值,反映了检测信号的强弱;缺陷横向分辨率则为像素点幅值在-6 dB上的宽度,反映了成像结果的空间分辨精度。可见,经过曲面修正后的p-DMAS方法在缺陷回波幅值上表现最为突出;曲面修正后的TFM次之,而未进行曲面修正的TFM方案得到的幅值最低。同时,不同算法在背景噪声抑制方面也呈现类似趋势,其中曲面修正后的p-DMAS成像仍具备最优的噪声压制能力,其次为曲面修正后的TFM方法。
为量化评估曲面修正后的TFM与p-DMAS方法相较传统TFM在缺陷成像质量上的提升,本研究选取信噪比(SNR)与阵列性能指标(API)作为评价参数,对不同算法的整体成像表现进行了综合对比分析[27]。其中,SNR的计算表达式为
VSNR=20lg $\left[\frac{{I}_{max}}{RMS\left({I}_{b}\right)}\right]$ 。
式中:Imax为缺陷区域内的幅值强度;RMS(Ib)为背景噪声区域内的均方根值。
API的计算公式为
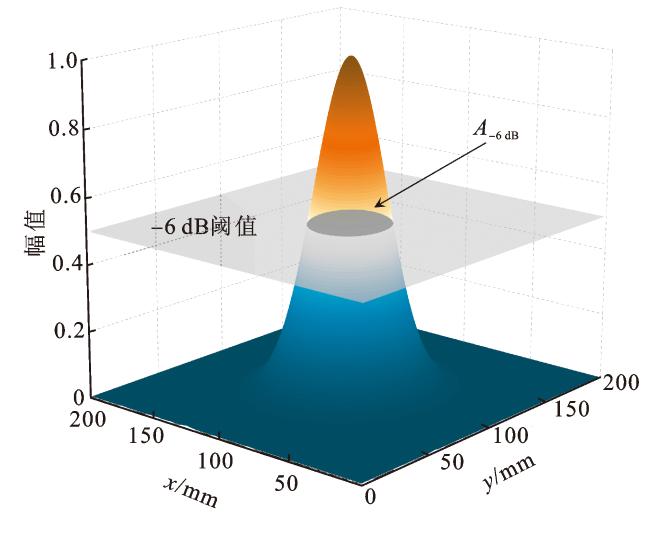
VAPI= $\frac{{A}_{-6 dB}}{{\lambda }^{2}}$ 。
式中:A-6 dB是图像中幅值高于-6 dB的所有像素点面积之和;λ为被测物内部超声波波长。API是点扩散函数空间大小的无量纲度量,可以用来评价某种超声成像检测方案中对点状反射体的检测和成像能力,API示意图如图9所示。
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
表1列出了不同成像方法下1 mm盲孔缺陷的成像参数。结果表明,3种方法在-6 dB水平下的像素宽度分别为2.4、2.0和0.9 mm。与未修正TFM和曲面修正后的TFM相比,曲面修正后的p-DMAS方法在缺陷区域横向分辨率与实际损伤尺寸之间的误差显著降低,仅为0.1 mm(前两者分别为1.4 mm和1.0 mm)。同时,各方法获得的缺陷回波幅值依次为-13.2、-8.2与-6.1 dB。相较未修正TFM,后两者的幅值提升为5.0 dB和7.1 dB。在信噪比方面,曲面修正后的TFM和曲面修正后的p-DMAS的方案分别达到24.4 dB和40.4 dB,相比未修正TFM提高了3.7 dB与19.7 dB。此外,在成像分辨率评价指标API上,曲面修正后的TFM与曲面修正后的p-DMAS的结果分别为9.5和2.8,相较未修正TFM方法分别下降了1.7和8.4,进一步验证了曲面修正后的p-DMAS方法成像性能的优越性。
表1 直径为1 mm的盲孔缺陷成像参数表Tab.1 Imaging parameters for 1 mm blind-hole defects |
| 成像方法 | 幅度/dB | 宽度/mm | SNR/dB | API |
|---|---|---|---|---|
| 未修正TFM | -13.2 | 2.4 | 20.7 | 11.2 |
| 曲面修正后的TFM | -8.2 | 2.0 | 24.4 | 9.5 |
| 曲面修正后的p-DMAS | -6.1 | 0.9 | 40.4 | 2.8 |
表2展示了不同成像算法在2 mm盲孔缺陷检测中的测量结果,其变化趋势与1 mm缺陷的实验结论一致。在横向分辨率方面,未修正TFM、曲面修正后的TFM和曲面修正后的p-DMAS方法在-6 dB水平下的成像宽度分别为3.8、2.7和1.9 mm。与实际损伤直径相比,3种方法的横向尺寸误差分别为1.8、0.7和0.1 mm,其中曲面修正后的p-DMAS方法最接近真实缺陷尺寸。在幅值表现上,3种方法的缺陷回波幅度分别为-25.7、-14.3和-4.0 dB。曲面修正后的TFM和曲面修正后的p-DMAS方法幅值分别较传统TFM提升11.4 dB和21.7 dB。从信噪比来看,未修正TFM的SNR为23.4 dB,曲面修正后的TFM和曲面修正后的p-DMAS方法分别提升至28.6 dB和49.2 dB,提升幅度分别为5.2 dB和25.8 dB。API指标方面,未修正TFM、曲面修正后的TFM以及曲面修正后的p-DMAS方法的结果分别为10.5、8.5和2.7,后两者分别比传统TFM降低2.0和7.8。
表2 直径为2 mm的盲孔缺陷成像参数表Tab.2 Imaging parameters for 2 mm blind-hole defects |
| 成像方法 | 幅度/dB | 宽度/mm | SNR/dB | API |
|---|---|---|---|---|
| 未修正TFM | -25.7 | 3.8 | 23.4 | 10.5 |
| 曲面修正后的TFM | -14.3 | 2.7 | 28.6 | 8.5 |
| 曲面修正后的p-DMAS | -4.0 | 1.9 | 49.2 | 2.7 |
总体来看,在针对密集分布柱状通孔类缺陷的实验中,曲面修正后的p-DMAS成像方法在各项图像质量指标上均展现出最佳性能。该方法不仅显著增强了缺陷区域的回波特征,使成像细节更加清晰,还能够有效抑制背景噪声,提高图像中缺陷信息的可靠性,降低了漏检和误判的风险。
4 结论
为实现轴承内部损伤的高精度检测与成像,本文提出了一种基于DMAS的高信噪比超声成像方法。该方法采用超声相控阵换能器与楔块耦合,通过斜入射实现轴承的原位检测,并针对轴承曲面几何特性,对成像算法进行了曲面修正,实现了高质量的轴承内部损伤成像。本文首先推导了曲面修正双层介质超声斜入射TFM算法与p-DMAS算法,为轴承类曲面结构的原位检测提供了新的思路。其次,本文分别采用上述算法进行了实验研究,均实现了轴承内部损伤成像,验证了上述成像算法的可行性。最后,本文引入SNR和API参数,系统比较了各算法成像结果的质量。结果表明,对于本研究中所使用的人工损伤轴承试件,经曲面修正的p-DMAS成像算法的综合成像性能最优,其SNR最多提升25.8 dB,API最多提升8.4,显著提升了缺陷检测能力。