

钛基复合材料由于具有高比强度、高比刚度以及耐高温等特性,广泛应用于航天、航空等高端装备制造领域[1⇓-3]。钛基复合材料包含硬质的增强相和耐磨的钛合金基体,在加工过程中这些呈现晶须或颗粒状的增强相会与刀具发生碰撞、刮擦和研磨,刀具磨损使其可加工性能明显下降,故钛基复合材料是一种难加工材料。由于钛合金基体和增强相的力学性能不同,加工表面往往会出现诸多缺陷。赵彪[4]研究了钛基复合材料的高速磨削加工性能,发现相较于传统的Ti-6Al-4V钛合金,钛基复合材料在高速磨削过程中温度更高并观察到颗粒拔出、破碎孔洞,以及沟槽和微裂纹等缺陷。Blau等[5]对不同材质和含量的颗粒增强相(5%TiB2、10%TiC、7.5%W/7.5%TiC)钛基复合材料进行磨削加工,发现加工效率低下,同时加工表面具有类似的缺陷。
旋转超声加工技术是将超声振动与传统加工相结合的混合加工技术[6],其可以高效、低损伤地处理难加工材料。超声振动的引入转变了材料去除方式:在高速旋转的同时,刀具通过主轴回转、刀具进给和高频轴向超声振动3种同步运动方式,完成材料的去除。Maurotto 等[7]采用不同超声频率辅助对不锈钢面进行铣加工实验,发现与传统铣削相比,超声辅助铣加工能显著减小表面粗糙度和残余应力;Ko等[8]发现旋转超声加工在每齿进给量增加到0.75 μm以上时,每齿的进给量、刀具跳动和偏转产生的表面误差会随着切削刃在尖端的运动而减小。韩雄等[9]的研究证明旋转超声加工可显著降低32.6%~35.3%的切削力,能够获得更均匀的加工表面结构,并且加工后的表面多呈现出残余压应力。Dong等[10]给出TiBw网状钛基复合材料旋转超声端面磨削的表面形貌模型,揭示了表面成型机理。徐文强[11]对比传统铣削和超声振动辅助铣削加工颗粒增强钛基复合材料时切削力和切削温度的影响规律,并阐述了超声波振动改善材料表面质量的机理。此外,在合适的加工条件下旋转超声加工还能够改善刀具磨损情况、降低切削温度、形成表面微织构[12⇓-14]。
磨削残余应力的研究主要侧重于高速磨削合金材料和复合磨削领域。残余应力的产生因素主要包括机械作用、热效应、相变应力导致的晶粒细化、晶界变形。普通磨削时,由于热应力、机械应力和材料相变的共同作用,残余应力较大[15],导致工件表面易产生裂纹,降低工件寿命。
在超声辅助钛基复合材料进行加工的已有研究中,主要针对切削力和表面质量方面展开,而残余应力的研究较少,因此本文对比分析旋转超声和非超声加工表面残余应力情况,并采用单因素实验法深入探究旋转超声加工参数对TiBw网状钛基复合材料残余应力的影响。
1 实验
1.1 材料
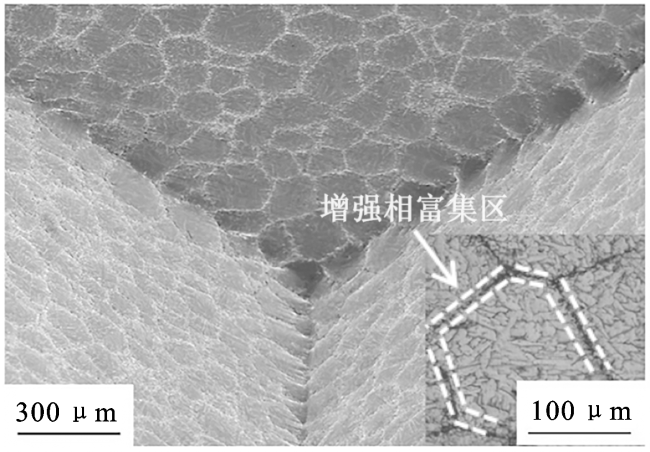
钛基复合材料由TA15钛合金基体和体积分数为3%的TiBw增强相组成,通过粉末冶金将增强相和增强相包裹的钛合金颗粒合成钛基复合材料。TiBw增强相以纤维形式分布在基体周围,形成网状结构。其功能类似于多晶体的晶界,对材料起增强作用。图1所示为增强相分布状况,可以发现增强相富集区形成的区域直径在150 μm左右。
TA15钛合金基体是近α型钛合金,以密排六方结构的α相为主,具有良好的热稳定性。随着增强相的引入,钛基复合材料的热稳定性变得更好,但其加工性能进一步变差。钛合金基体与增强相的物理参数如表1所示。
表1 材料参数Tab.1 Physical properties of materials |
| 参数 | 基体TA15 | 增强相TiBw |
|---|---|---|
| 弹性模量/GPa | 118 | 450 |
| 泊松比 | 0.39 | 0.15 |
| 密度/(g·cm-3) | 4.45 | 4.53 |
1.2 实验设备
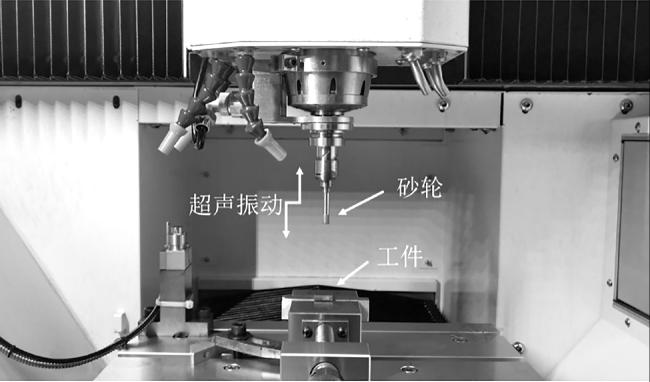
实验机床采用汇专UHB-400超声加工中心,如图2所示,该超声加工中心内置超声驱动电源,能够在刀具上施加超声波振动,超声振动频率约27 kHz,具有稳定的超声振幅。加工过程中首先将试件切割成17 mm×17 mm×5 mm的试样,并装夹在机床工作台上,选用镍基电铸金刚石砂轮磨削钛基复合材料,其金刚石平均粒径为75 μm,并采用水基切削液冷却。
残余应力检测设备选用ProtoXRD应力分析仪,仪器通过测头获得反射出来的X射线,通过工件表面检测点的多次曝光得到衍射峰,并利用高斯拟合来识别和分析这些衍射峰,该仪器可以同时获得工件表面两个方向的应力,即沿砂轮进给方向与垂直砂轮进给方向。实验中对于一定切削用量下加工的表面,取多个测点获得残余应力平均值,测试参数为:电压25 kV,电流30 mA,靶材Cu,布拉格角142°,曝光时间2 s。
1.3 实验方案
采用X射线衍射法测量钛基复合材料工件表面由切削过程引起应变导致的晶格间距变化。当工件表面存在残余压应力时,Ti(213)晶面间距减小。根据布拉格定律,晶面间距减小导致衍射峰向高角度偏移。存在拉应力时,晶面间距增大,衍射峰向低角度偏移。通过观察衍射峰的偏移,结合材料的力学性质,可以计算出表面的残余应力。
为了分析超声振动对钛基复合材料表面残余应力的影响,研究超声振动作用下切削参数的变化对钛基复合材料表面残余应力的影响规律,在保证加工过程稳定下,考虑振动频率、主轴转速、切削深度、进给速度4个因素,单因素试验参数如表2所示。
表2 单因素试验参数Tab.2 Parameters of the one-factor test |
| 因素 | 数值 |
|---|---|
| 振动频率f/kHz | 0、27 |
| 主轴转速n/(r·min-1) | 5 000、7 000、9 000、11 000、13 000 |
| 切削深度ap/μm | 5、10、15、20、25 |
| 进给速度vf/(mm·min-1) | 8、10、12、14 |
| 磨削宽度b/mm | 6 |
2 结果分析
2.1 不同加工参数下的残余应力
在加工过程中,强烈的挤压摩擦作用于磨粒与加工表面,使得工件表层金属沿磨粒线速度方向受到挤压,产生塑性变形,形成压应力。与此同时,磨削热使得晶粒膨胀,并且晶粒还受到磨粒挤压,冷却后产生残余拉应力。在本实验中,磨削热导致的残余拉应力较小,而磨粒机械作用产生的残余压应力较大。
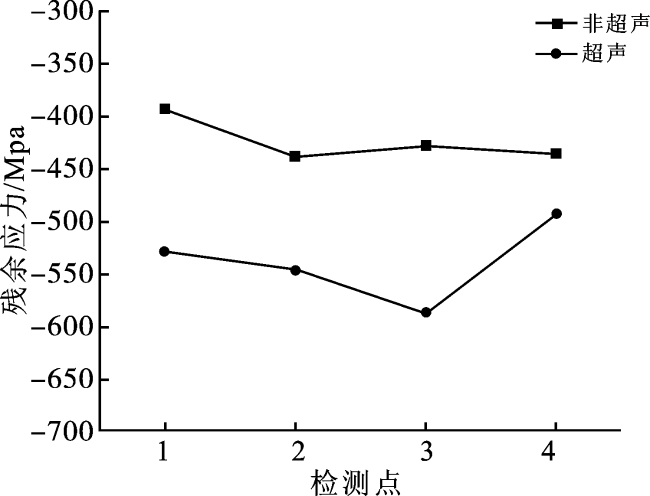
设定主轴转速n=9 000 r/min,进给速度vf=8 mm/min,加工深度ap=25 μm,进行超声与非超声加工的对比实验,在加工表面取4个点测量残余应力值。结果如图3所示,观察发现旋转超声加工工件表面残余应力均大于普通磨削,平均残余应力为-539.95 MPa,普通磨削平均残余应力为-424.15 MPa。随着超声振动的引入,磨粒在工件表面产生反复的机械冲击作用,提高工件表面残余压应力;同时由于磨粒与工件的间歇接触,降低磨削温度,使得工件表面残余拉应力减小,在上述机制的综合作用下,旋转超声加工使工件表面残余压应力增大。
不同切削深度下沿进给方向测得的残余应力平均值如表3所示。从测量结果可以看出,工件表面存在残余压应力,沿进给方向残余应力值为-550~-500 MPa,受切削深度变化影响较小。产生此现象的可能因素是:1)随着切削深度增加,平均切削变形层厚度也随之增大,增加了磨削力的同时扩大磨粒与材料接触区域面积,接触应力变化相对不明显;2)随着切削深度增大,钛基复合材料中被去除的增强相纤维增多,而这些增强相通常以脆性断裂失效为主,在加工过程中去除后产生的残余应变较小;3)当切削深度超过20 μm时,冷却润滑条件变差,材料容易堆积,导致磨削区域机械应力增大,使得残余应力具有增大趋势,但总体变化幅度较小。
表3 加工参数对残余应力影响Tab.3 Effect of machining parameters on residual stress |
| 切削深度/μm | 残余应力/MPa | 主轴转速/(r·min-1) | 残余应力/MPa | 进给速度/(mm·min-1) | 残余应力/MPa |
|---|---|---|---|---|---|
| 5 | -519.17 | 5 000 | -591.70 | 8 | -524.37 |
| 10 | -523.00 | 7 000 | -585.13 | 10 | -516.50 |
| 15 | -504.03 | 9 000 | -535.67 | 12 | -517.87 |
| 20 | -504.50 | 11 000 | -489.33 | 14 | -535.67 |
| 25 | -549.65 | 13 000 | -465.75 | 16 | -539.20 |
注:测量切削深度对残余应力影响时,其余加工参数f=27 kHz,vf=14 mm/min,n=9 000 r/min;测量主轴转速对残余应力的影响时,其余加工参数f=27 kHz,ap=25 μm,vf=14 mm/min;测量进给速度对残余应力的影响时,其余加工参数f=27 kHz,ap=25 μm,n=9 000 r/min。 |
从表3可以看出,增加加工过程中的主轴转速,工件表面的残余应力明显减小。沿着进给方向的残余应力从-591.7 MPa减小至-465.75 MPa,降低了约21%。随着磨粒线速度的提升,磨粒与工件接触的时间缩短,减少了超声振动对磨粒撞击加工表面的频率,降低了表面的残余应力,因为单颗磨粒的平均切削厚度减少,从而降低磨削力和机械应力,进而减小了残余压应力。同时,随着主轴转速的提高,参与切削的磨粒数量增加,切削区温度升高,导致工件表面残余拉应力增加。两个因素的综合作用最终使得工件表面残余应力减小。
在砂轮进给过程中,更高的进给速度会增加砂轮与未切削变形层的挤压作用,使得沿进给方向存在额外的机械应力。如表3所示,随着进给速度提高,平均切削变形层加厚引起磨削力变大,由于磨粒与工件接触区面积不变,导致接触应力增大,参与加工的磨粒沿切削变形层厚度方向数目增加,增强了超声振动对材料的冲击作用;同时,沿进给方向,磨粒与未切削变形层的挤压摩擦作用加剧,切削温度升高,晶粒向进给方向产生变形,增加了少量残余拉应力。最终残余应力由-517.87 MPa变化至-539.20 MPa,整体变化幅度较小,表明进给速度对表面残余应力的影响较小。
由于TiBw网状钛基复合材料中硬质增强相呈现区域网状分布,包裹钛合金基体,具有优异的塑性变形能力,应变速率较大时不会出现基体晶粒破碎,同时在高温下能够保持优异性能。因此,切削热和微观相变对实验结果的影响相对较小,机械应力对残余应力影响更显著。结合以上实验结果,磨粒的机械作用占主导地位,使得工件表面呈压应力状态,主轴转速增大能够显著减小残余压应力。
2.2 沿深度方向残余应力的变化规律
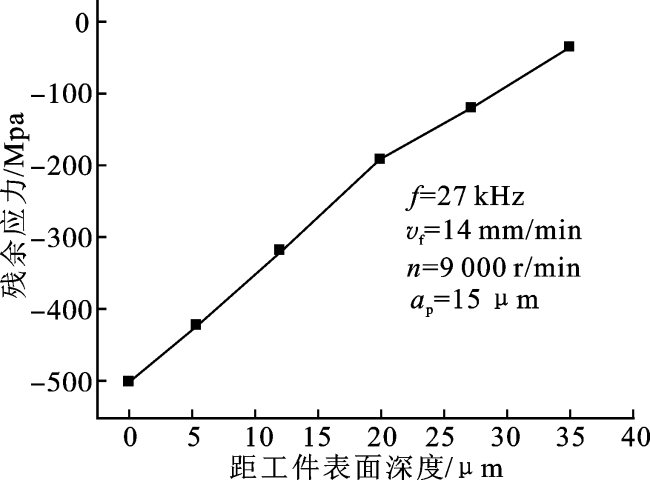
如图4所示为加工参数f=27 kHz、vf=14 mm/min、n=9 000 r/min、ap=15 μm时残余应力沿深度方向的分布情况,残余应力影响层深度为35 μm,最大值处于表层。随着深度的增加,外部加工引起的残余应力逐渐被材料内部的组织和结构吸收并分散,同时材料逐渐远离加工区,深层材料不再受到直接的加工影响,因此残余应力逐渐减小,在足够深的位置趋于稳定。最终,残余应力接近于0,不存在残余应力。
对前述实验获得的工件,取磨削深度为10~25 μm、主轴转速为7 000~13 000 r/min、进给速度8~14 mm/min的试件进行剥层, 并测量沿深度方向的残余应力,记录每次剥层后工件厚度,在实验条件下,每次剥层厚度为6~8 μm。
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
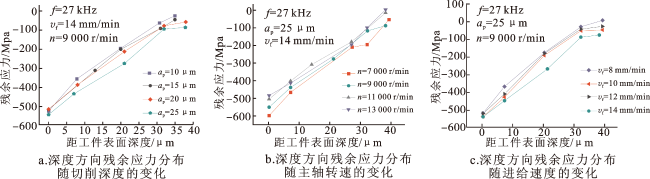
如图5a所示,随切削深度变化,残余应力在深度方向上的分布变化较小。前述的分析表明,增大切削深度将引起表面机械应力增加,同时随切削深度的增加,磨屑的排除以及切削液的润滑受到影响,磨削热效应增大。在力热耦合作用下,切削深度等于25 μm时,磨屑更容易堆积,机械应力增加更为显著,对深层次的残余压应力影响更大;切削深度小于25 μm时,机械应力和热应力的影响相对均衡,亚表面残余应力的增加并不明显。
如图5b所示,随主轴转速增大,残余应力影响层的深度减小,在相同剥层深度下,残余应力更小。由于主轴转速的提高,磨粒的线速度增大,导致材料在线速度方向上的塑性流动更加迅速,磨削过程中产生的热量增加,使得表层材料的塑性应变增大,亚表层材料存在弹性恢复,同时磨粒对表面的冲击作用随着主轴转速的增大而减小,最终导致残余应力的影响层深度减小。
在图5c中,当进给速度为14 mm/min时,磨削力随着砂轮与工件之间的挤压摩擦作用增强而变大,同时磨粒对表面的高频冲击作用增强,导致残余应力的影响层深度增加;当进给速度小于14 mm/min时,残余应力的影响层深度变化不明显,表明残余应力影响层深度受磨粒与未切削变形层挤压摩擦作用的影响相对较小。总体而言,磨粒的机械应力起主导作用,残余应力的影响层深度维持在32~38 μm。
3 结论
本文通过开展旋转超声加工钛基复合材料实验并采用ProtoXRD检测工件表面残余应力,获得工艺参数对工件表面残余应力的作用规则,得到以下结论。
1)由于钛基复合材料独特的TiBw增强相纤维网状分布结构以及优异高温性能,机械应力是影响材料残余应力变化的主要原因。
2)与传统加工相对比,旋转超声加工对加工表面存在高频反复锤击,使得TiBw网状钛基复合材料表面残余压应力进一步增加,提高材料的抗疲劳性能。
3)通过单因素实验观察到主轴转速是影响残余应力的主要因素,表面残余应力随主轴转速增大而显著减小。切削深度和进给速度对钛基复合材料残余应力影响相对较小。增加切削深度,磨削力和机械应力略微增大,但由于接触应力的变化不显著,以及钛基复合材料中增强相脆性去除导致的残余应变较小,因此残余应力的变化相对较小。
4)沿深度方向上,表面层的残余应力最大,随着深度的增加,材料不再受到直接的加工影响,残余应力逐渐减小。主轴转速显著影响材料深层次的残余应力,随着主轴转速增大,残余应力影响层的深度逐渐减小。对于其余加工参数,大的切削深度和高进给速度更能使残余应力影响层深度发生变化。
本实验研究有助于了解TiBw网状钛基复合材料特性,进而能够优化零部件性能,提高零部件寿命,扩展钛基复合材料的应用前景,为材料后续研究奠定基础。