

超声切割技术是近年发展的一种特种加工技术,其可以高效精确地加工橡胶、碳纤维[1]、玻璃纤维、凯夫拉纤维、蜂窝材料等复合材料[2-3]以及光学玻璃、硅晶体、陶瓷等硬脆材料[4-5]。Ahmad 等[6]研究了基于Nomex蜂窝复合材料(Nomex honeycomb core,NHC)的超声切割技术,总结了超声切割在加工中具有切削力低、刀具磨损少、表面缺陷少、表面质量高等优点。在食品生产领域,应用超声切割可实现对食品更加有效分割[7]和研磨[8],Yildiz 等[9]研究表明用超声波切开的苹果具有较低的多酚氧化酶(polyphenol oxidase,PPO)活性,表面褐变较少。在医学领域,超声手术刀通过使用高频超声振动来执行手术操作,相对于传统方式,其在切割[10]、钻孔[11]和止血[12]等手术操作中更具优势;Singh等[13]研究表明超声切割相比于传统切割在骨骼上产生的温度更低,导致骨坏死的概率更小。
超声切割原理是超声波发生器通过激励超声换能器将电能转换为机械能,再通过换能器共振将能量经过变幅杆汇聚后传递到切割刀(刀头),刀头通过碰撞和冲击将能量传递到被切割介质。在超声切割系统的工程设计中,超声换能器和变幅杆部分已有较成熟的理论设计方法,如:波动方程法[14]、等效电路法[15]和传递矩阵法[16]等,但超声切割刀由于其应用场景不同而形状各异,因此不同的形状需要构建相应的理论设计模型。楔形超声切割刀在超声切割和超声塑料焊接中具有重要的应用价值。现有的关于楔形超声振动系统的理论只有基于波动方程法推导的楔形超声变幅杆的设计模型[17]和使用传递矩阵法获得的楔形直杆的纵-扭振动固有频率[18]。文献[17]基于波动方程法建立的楔形超声变幅杆的理论模型只适用于单个楔形超声变幅杆的设计分析,无法实现对由换能器和变幅杆组成的超声振动系统整体进行设计分析。文献[18]将楔形直杆模型沿长度方向均等分成n段等截面直杆,通过传递矩阵法计算出n段截面直杆的固有频率,其计算精度受等分数量n的影响,n越大精度越高,但n的增加随之带来传递矩阵数量增加和计算过程繁琐及计算量大等不足。楔形超声振动系统缺乏系统的等效电路理论设计模型,这将不利于该类超声振动系统的理论设计、结构优化和振动性能分析。
为建立楔形超声切割刀的理论设计模型,本文从变截面弹性体的波动方程出发基于力电类比推导了楔形超声切割刀的等效电路和共振频率方程。利用等效电路法、有限元法对楔形超声切割刀进行了设计分析,在此基础上制作了相应的实验样品,研究了其共振频率和位移放大系数等关键性能参数。
1 楔形超声切割刀的等效电路与共振频率方程
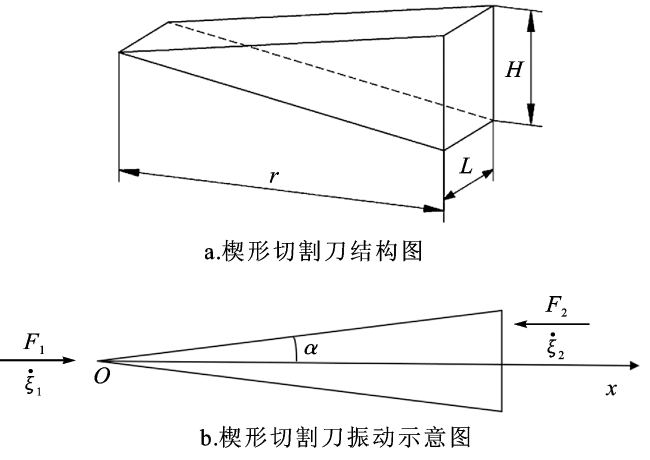
当楔形切割刀的横向尺寸小于1/4波长时,基于一维振动理论,楔形切割刀纵振动波动方程为
+ +k2ξ=0。
式中:ξ为位移函数;k=ω/c为纵波波数;c为纵波声速;变截面函数S(x)为
S(x)=2xLtan α。
联立式(1)和(2)可解得楔形切割刀的纵振动位移表达式为
ξ(x)=AJ0(kx)+BY0(kx)。
式中:J0(kx)为第一类贝塞尔函数;Y0(kx)为第二类贝塞尔函数。根据如下初始条件,其中x1为切割刀起始位置(如图1b所示),
可得楔形切割刀两端力与速度的表达式为
式中:ρ为切割刀材料密度;S1与S2分别为两端横截面积; r为切割刀长度。令
Za1=icρS1 ,
Za2=icρS1 ,
Zb1=icρS2 ,
Zb2=icρS2 ,
则式(5)简化为
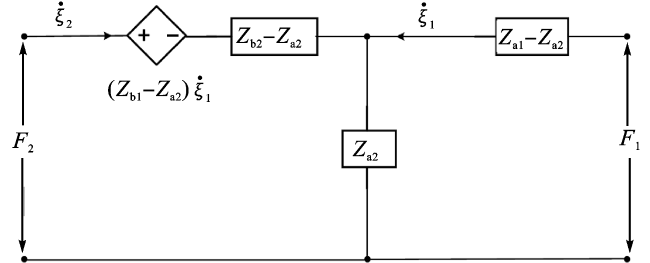
由力电类比原理及二端口网络模型[19]可知,式(6)描述了二端口等效网络的端口变量关系。对上式进行恒等变换,可得
由式(7)描述的端口变量关系,可得图2所示的T型等效网络,即楔形超声切割刀纵振动的等效电路。
Zin1=Zb2- = 。
上式与楔形切割刀结构尺寸及其材料参数密切相关,当输入机械阻抗Zin1为零时,如式(9),即可计算其各阶纵振动共振频率。
Zin1=0。
当楔形切割刀在两端自由的边界条件下做纵向振动时,给定左端(x=x1)的初始位移为 ,结合左端的自由边界条件可得
将式(10)带入式(3)中,可得
由此可得楔形切割刀的位移放大系数
M= = 。
当楔形切割刀做半波长模式的纵向共振时,存在如下2种情况:当x1= 0时,式(5)中F1 = 0,不符合激发楔形切割刀在x1点的受力条件,故舍去;当x1≠0时,满足F1 ≠ 0,符合激发楔形切割刀/工具头半波共振时的边界受力条件。
2 振动性能
2.1 楔形切割刀的振动性能
在超声切割应用中,衡量超声切割刀振动性能的重要参数为共振频率和位移放大系数。本文基于等效电路研究了楔形超声切割刀的共振频率和位移放大系数。利用式(9)和式(12)与有限元方法分别计算了不同材料(45#钢:杨氏模量E=2.0×1011 N/m2,泊松比σ=0.3,密度ρ =7 850 kg/m3。铝:杨氏模量E=7.0×1010 N/m2,泊松比σ=0.33,密度ρ=2 700 kg/m3。钛合金:杨氏模量E=1.05×1011 N/m2,泊松比σ=0.33,密度ρ =4 940 kg/m3)和尺寸的楔形切割刀的振动频率与位移放大系数,计算结果如表1所示,表中下标t为理论值,e为有限元计算值。等效电路法与有限元计算结果的频率相对误差为Δ=|(ft-fe)/fe|。
表1 不同材料和长度楔形超声切割刀纵振动谐振频率与位移放大系数Tab.1 Longitudinal vibration resonance frequency and displacement amplification factor of wedge ultrasonic cutting tools with different materials and lengths |
| 编号(材料) | H/mm | L/mm | r/mm | ft/kHz | fe/kHz | Δ/% | Mt | Me |
|---|---|---|---|---|---|---|---|---|
| 1#(45#钢) | 25 | 35 | 70 | 43.98 | 42.58 | 3.3 | 2.479 | 2.345 |
| 2#(45#钢) | 25 | 35 | 80 | 38.48 | 37.57 | 2.4 | 2.481 | 2.394 |
| 3#(45#钢) | 25 | 35 | 87 | 35.38 | 34.69 | 2.0 | 2.482 | 2.410 |
| 4#(45#钢) | 25 | 35 | 90 | 34.20 | 33.59 | 1.8 | 2.483 | 2.417 |
| 5#(铝) | 25 | 35 | 90 | 34.50 | 33.80 | 1.0 | 2.482 | 2.408 |
| 6#(钛合金) | 25 | 35 | 90 | 31.24 | 30.61 | 1.0 | 2.482 | 2.408 |
2.2 带有激励源的超声切割刀的振动性能
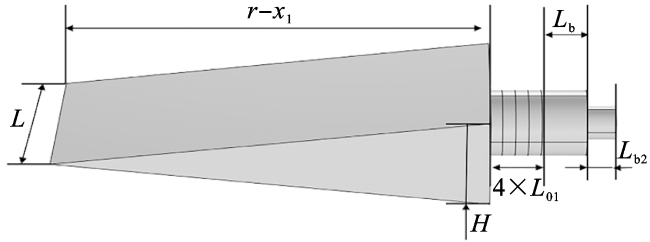
表2 带激励源楔形超声切割刀的几何尺寸及材料参数Tab.2 Geometric dimensions and material parameters of wedge ultrasonic cutting tool with excitation source |
| 名称 | 纵向尺寸/ mm | 横向尺寸/ mm | 杨氏模量/ Pa | 密度/ (kg·m-3) | 压电系数d33/ (C·N-1) | 应变系数 / (m2·N-1) | 介电常数 / (F·m-1) | k33 |
|---|---|---|---|---|---|---|---|---|
| 螺栓 | 6 | 4 | 1.93×1011 | 7 930 | ||||
| 后盖 | 9 | 8 | 1.93×1011 | 7 930 | ||||
| 压电晶堆 | 4×2.6 | 8 | 7 700 | 2.25×10-10 | 1.35×10-11 | 1.044 3×10-8 | 0.6 | |
| 楔形切割刀 | 87 | 34.2×24 | 1.93×1011 | 7 930 |
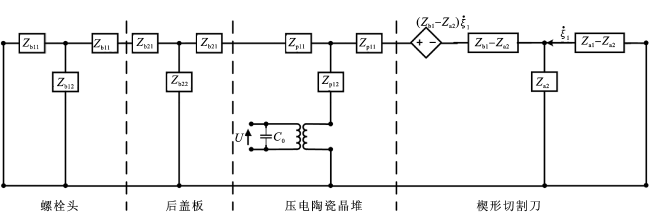
根据传输线阻抗变换,可得带激励源楔形切割刀的输入机电阻抗表达式为
Zem= ,
式中:k01和k分别为压电陶瓷和后盖板及螺栓金属材料的波数;ρ01和ρ分别为压电陶瓷和后盖板及螺栓金属材料的密度;cp01和c分别为压电陶瓷和后盖板及螺栓金属材料中的声速;n1为压电陶瓷的机电转换系数。
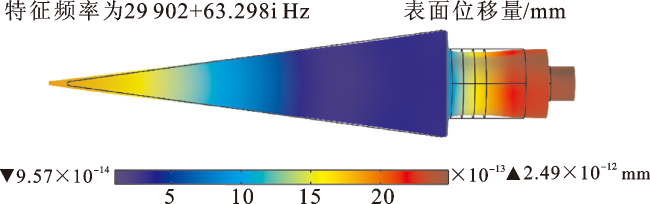
利用式(13)与有限元对带激励源楔形切割刀的振动频率进行分析,理论分析结果为:纵向共振频率fts为30.82 kHz和反共振频率ftp为32.77 kHz。有限元仿真结果为:纵向共振频率fes为29.90 kHz和反共振频率fep为30.62 kHz。图5为有限元仿真得到的带激励源楔形切割刀的模态振型云图,图中蓝色部分表示位移振幅较小区域,红色部分表示位移振幅较大区域。由云图颜色变化趋势分布可知,楔形切割刀的输入端位移振幅较小,输出端面位移振幅较大。
进一步对超声换能器进行模态分析,计算其共振频率、反共振频率和有效机电耦合系数。有效机电耦合系数Keff是评价压电换能器机电转换效率的重要参数,其定义为
Keff= 。
3 实验测试
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
表3 谐振频率、位移放大系数及有效机电耦合系数理论计算值与实验测量值Tab.3 Resonant frequency, displacement amplification factor and effective electromechanical coupling coefficient theoretical calculation value and experimental measurement value |
| fts/kHz | fes/kHz | ftms/kHz | Δ1/% | Δ2/% | Mt | Me | Mtm | Kefft | Keffe | Kefftm |
|---|---|---|---|---|---|---|---|---|---|---|
| 30.82 | 29.90 | 29.55 | 4.30 | 1.19 | 2.692 | 2.786 | 2.786 | 0.34 | 0.22 | 0.29 |
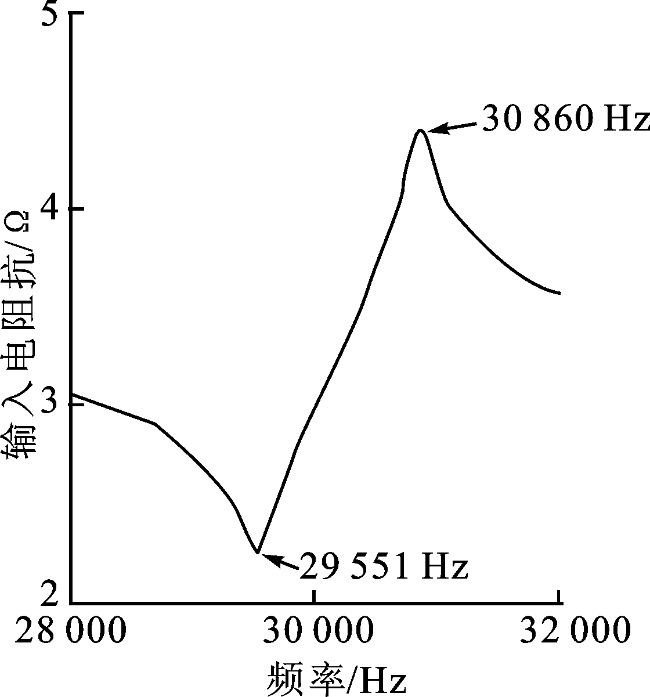
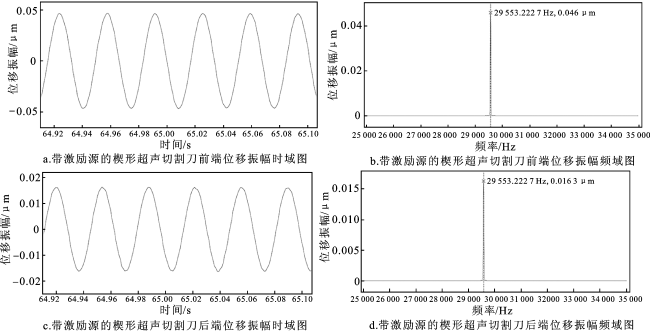
从表3可知,理论计算(fts)与实验(ftms)测试得出带有激励源的超声切割刀共振频率的相对误差Δ1=|(fes-ftms)/ftms|=4.30%,有限元法(fes)与实验(ftms)测得的共振频率相对误差Δ2=|(fes-ftms)/ftms|=1.19%,2种方法所得频率与实验结果相对误差均在5%之内。等效电路法计算(Mt)、有限元仿真(Me)和实验(Mtm)测量的位移振幅放大系数分别为2.692、2.786和2.775,由此表明从切割刀的输入端到输出端其位移振幅可放大2.7倍左右。等效电路法计算(Kefft)、有限元仿真(Keffe)和实验(Kefftm)测量的有效机电耦合系数分别为0.34、0.22和0.29,3种方法所得结果较为接近。由此表明本文建立的楔形超声切割刀的等效电路模型具有较高的理论计算精度,满足工程设计需求。
4 结论
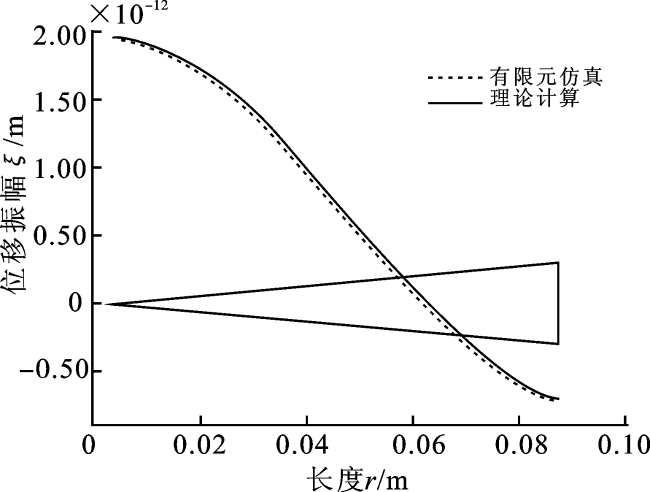
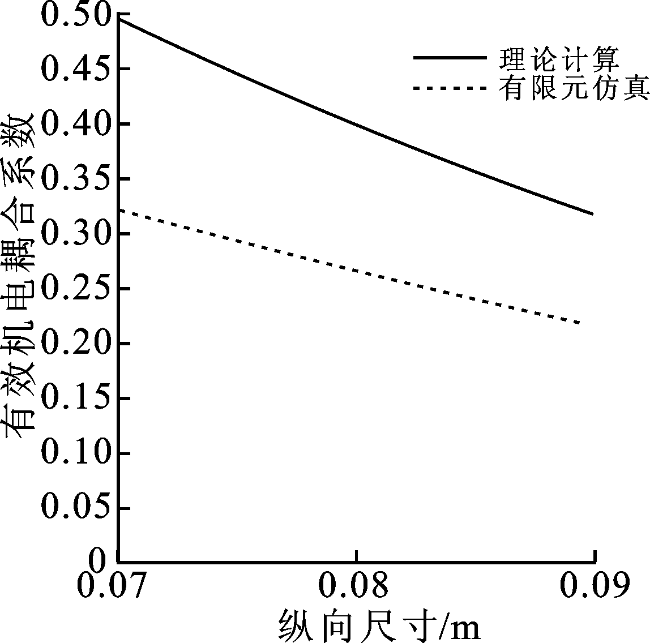
本文基于变截面弹性体一维振动的波动方程和力电类比,推导了楔形切割刀/工具头的等效电路、共振频率方程和位移放大系数。当楔形体的输出端面积较小时(x1→0),楔形体的几何模型为楔形切割刀;当楔形体的输出端面积较大时(x1≠0),楔形体的几何模型为楔形工具头。利用本文提出的等效电路模型,计算了不同纵向尺寸的超声切割刀的共振频率和位移放大系数,理论计算结果与有限元仿真结果完全一致;楔形切割刀的有效机电耦合系数随着纵向尺寸的增大而减小,理论计算的有效机电耦合系数与有限元仿真计算的有效机电耦合系数变化趋势一致。基于理论分析结果,设计制作了带激励源的楔形超声切割刀实验样品,通过阻抗分析仪和激光测振仪测试了其共振频率和位移放大系数,结果表明理论计算的共振频率与实验测试结果的相对误差小于5%,2种方法所得的位移放大系数和有效机电耦合系数一致。
本文提出的楔形超声切割刀/工具头的等效电路模型为该类超声振动系统的设计提供了一种简明、便捷和物理意义明确的工程理论设计模型。